出99成新红箭小象木工
松木风化拉丝复古柜门
小木马
裁边刨
刨子
出全新打钉枪
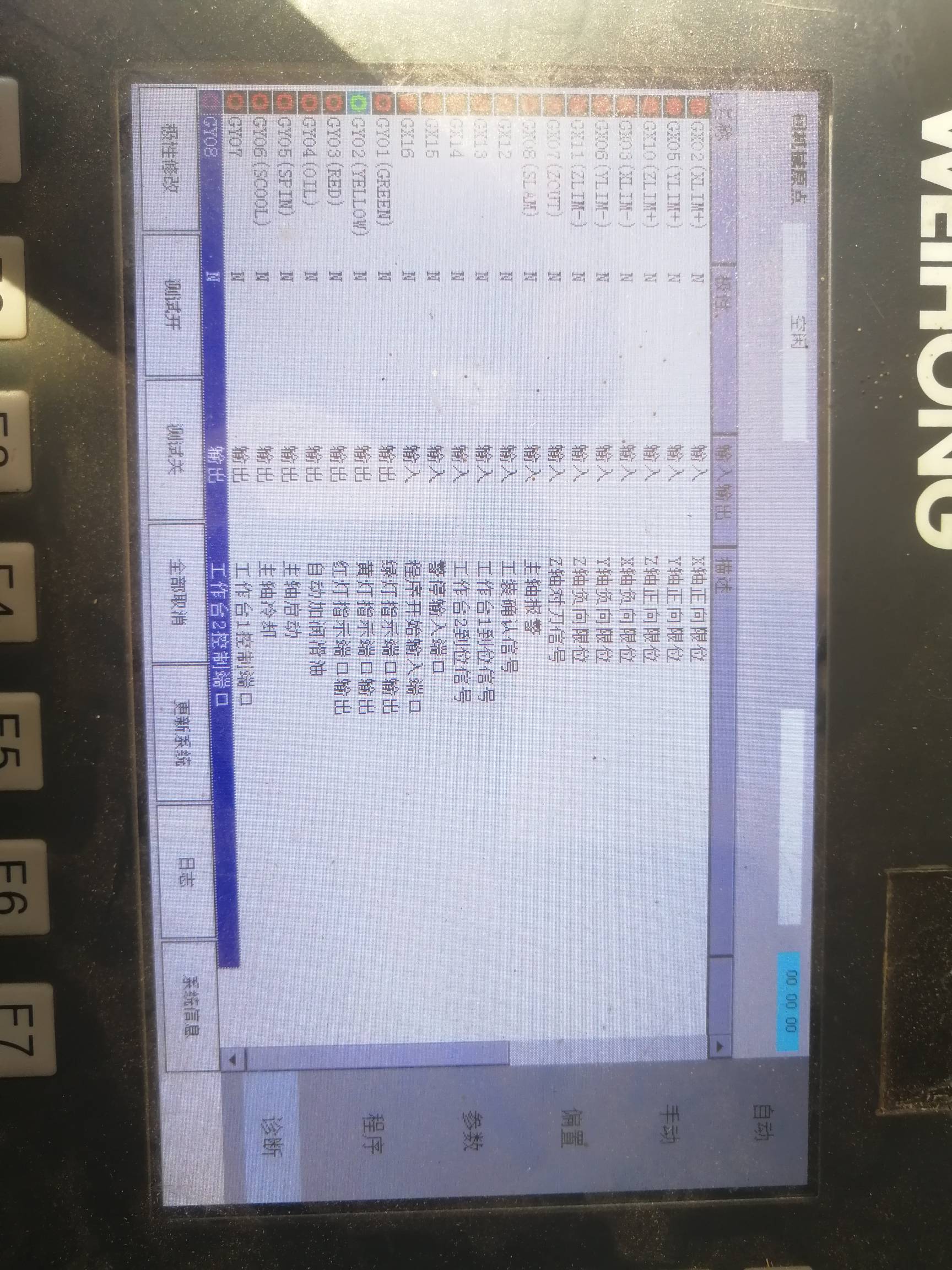
老猫爱钢笔 发表于 2021-08-09 19:414 O5 e8 h. }9 ], E6 b 搞清楚了,俩线是因为接线输出端需要24v供电才能工作,那个是给了一个电源,并不是接错
举报
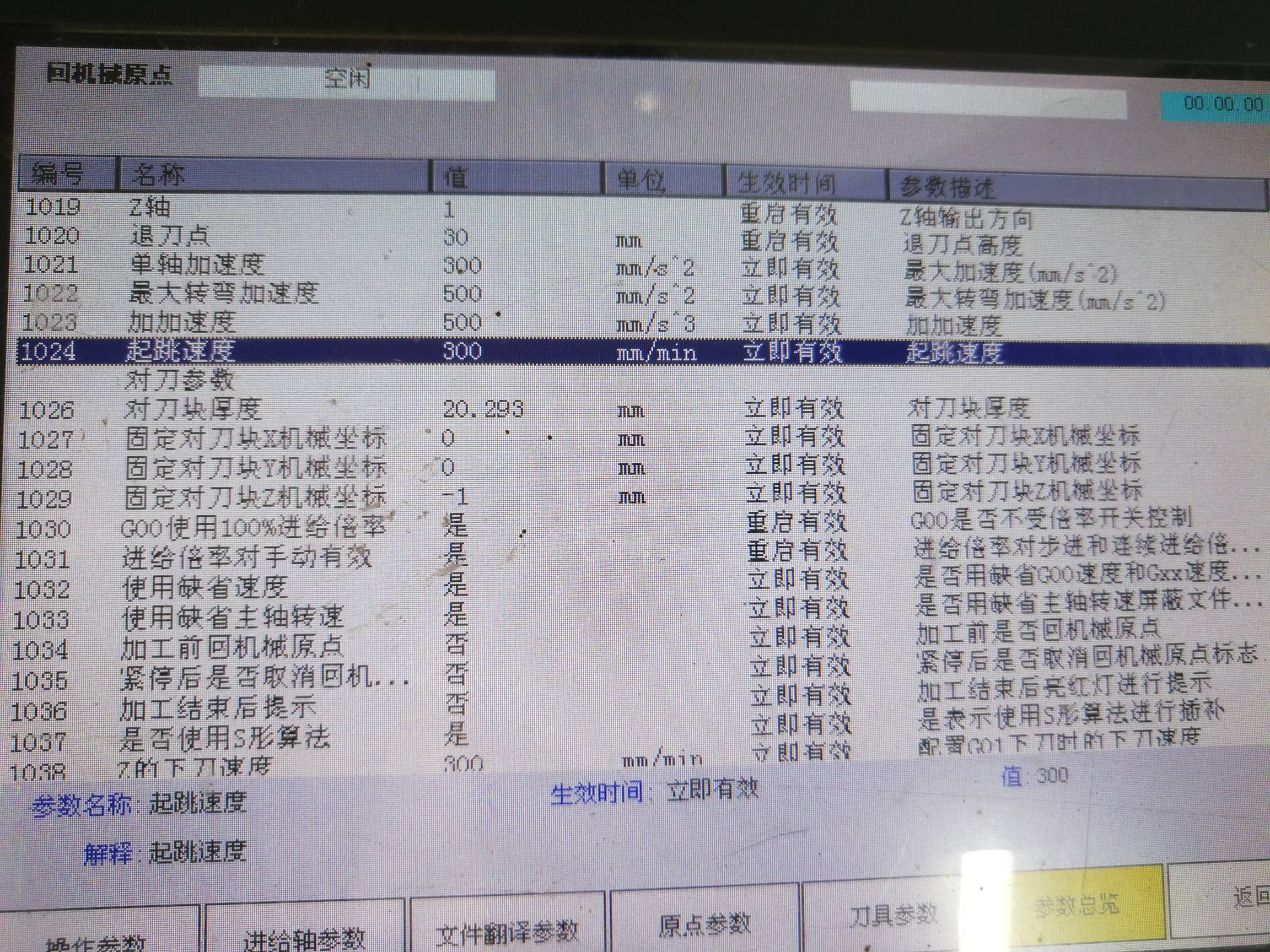
微亿雕刻 发表于 2021-08-09 21:202 b: @+ C X$ @! E 我一直没问您奈凯设置,我觉得熟手都懂,您那起跳速度设置多少?伺服系统起跳速度可以为零,但是步进电机要设置起跳速度的,检查下参数吧
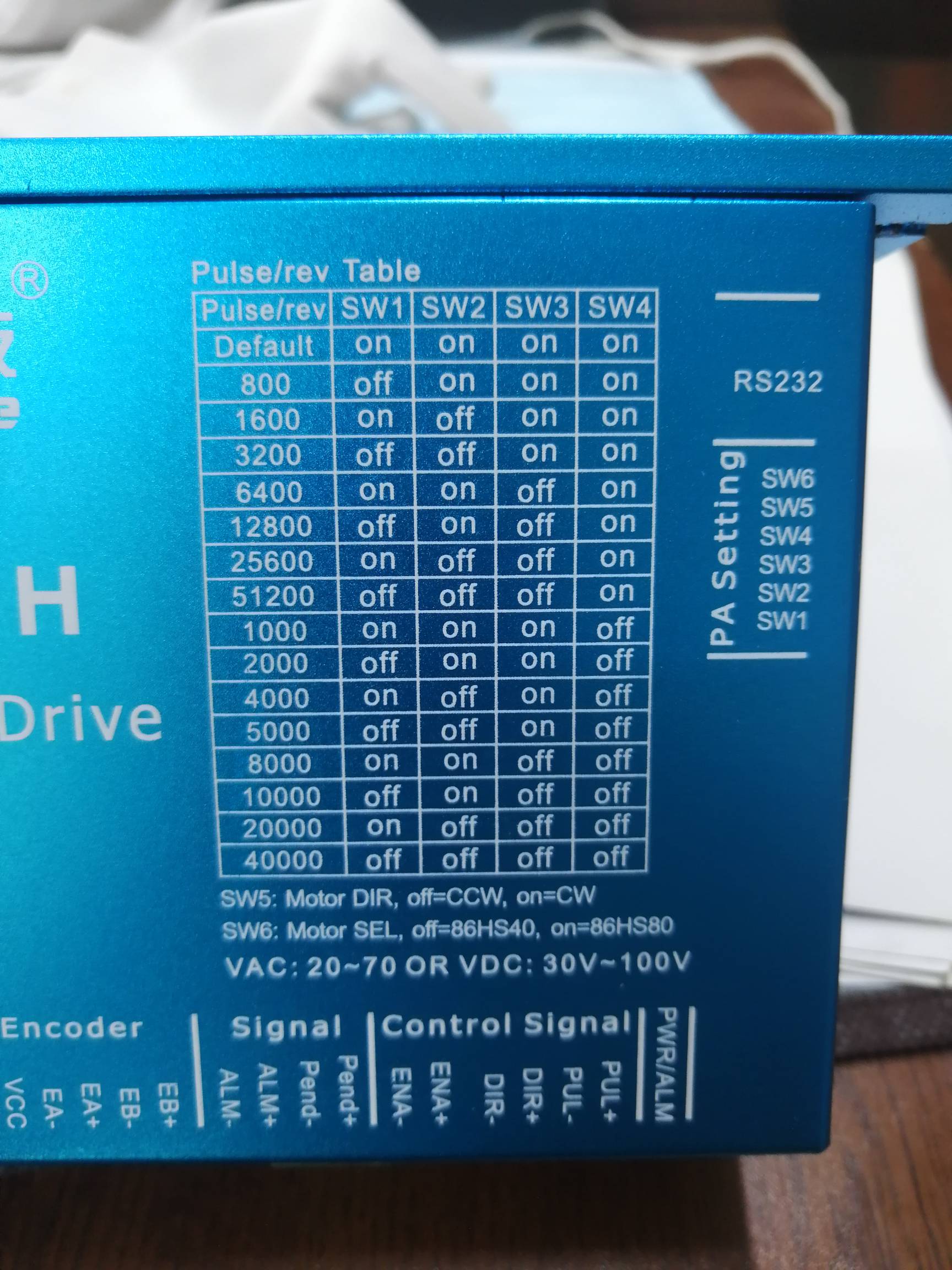
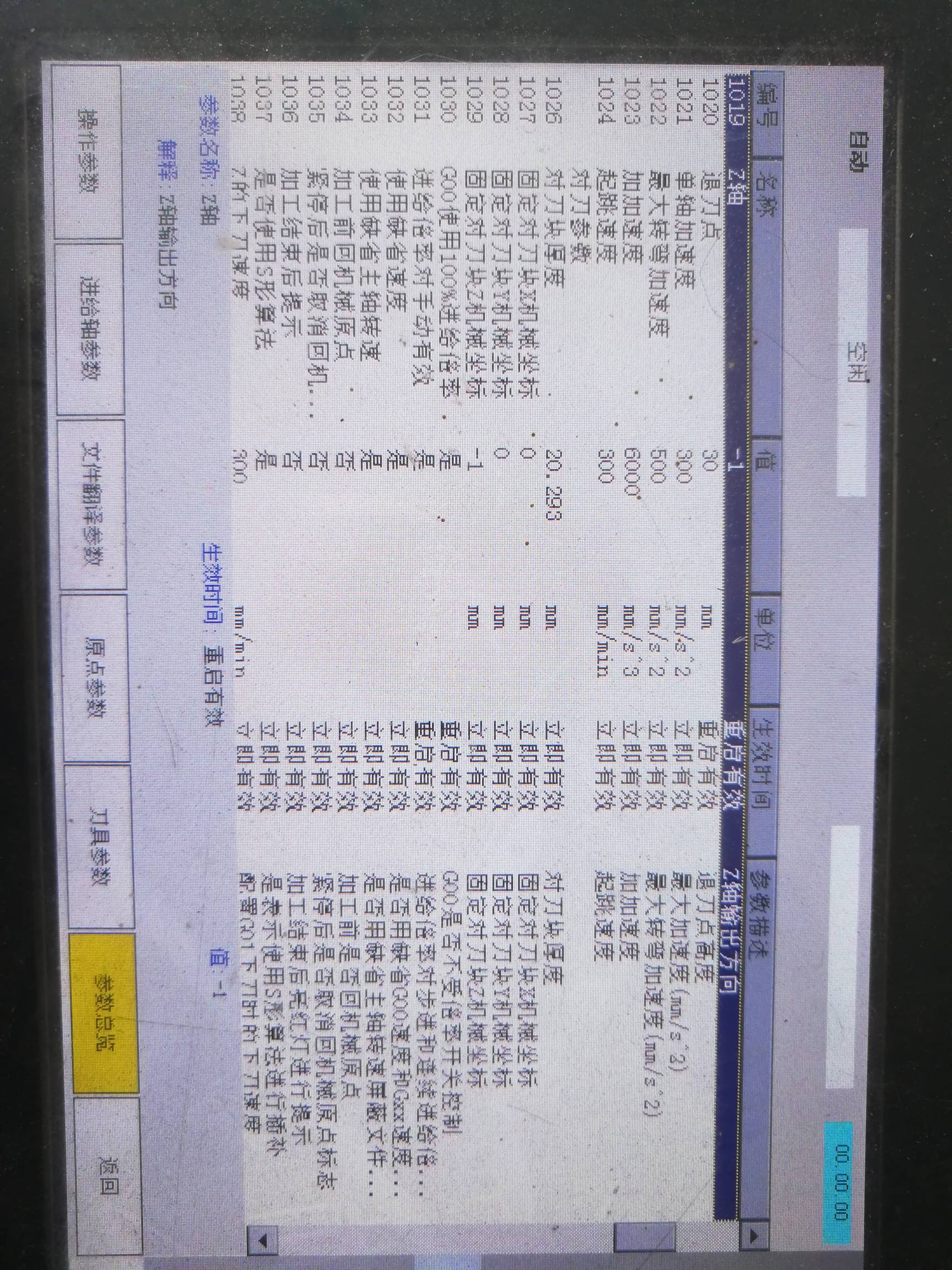
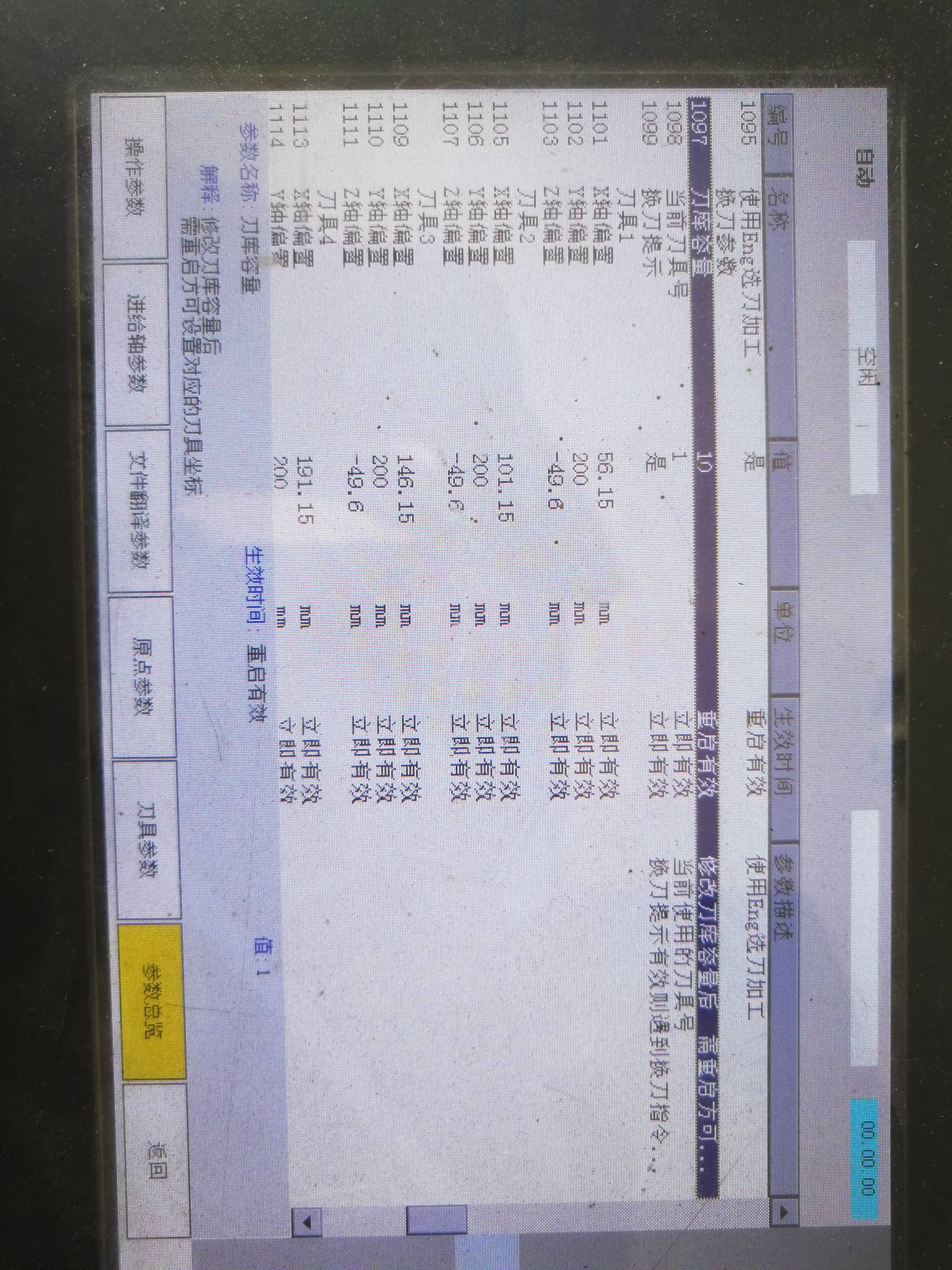
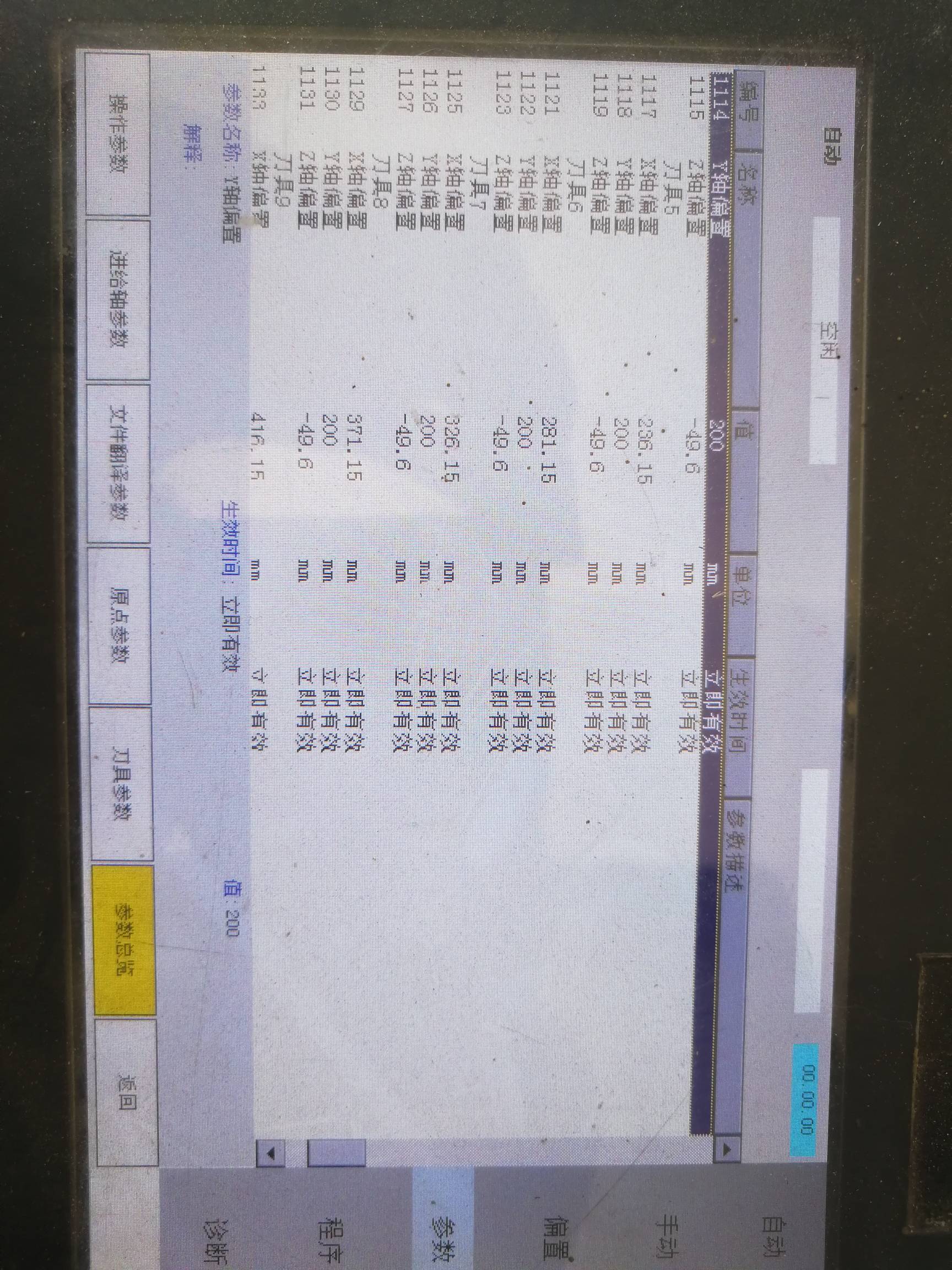
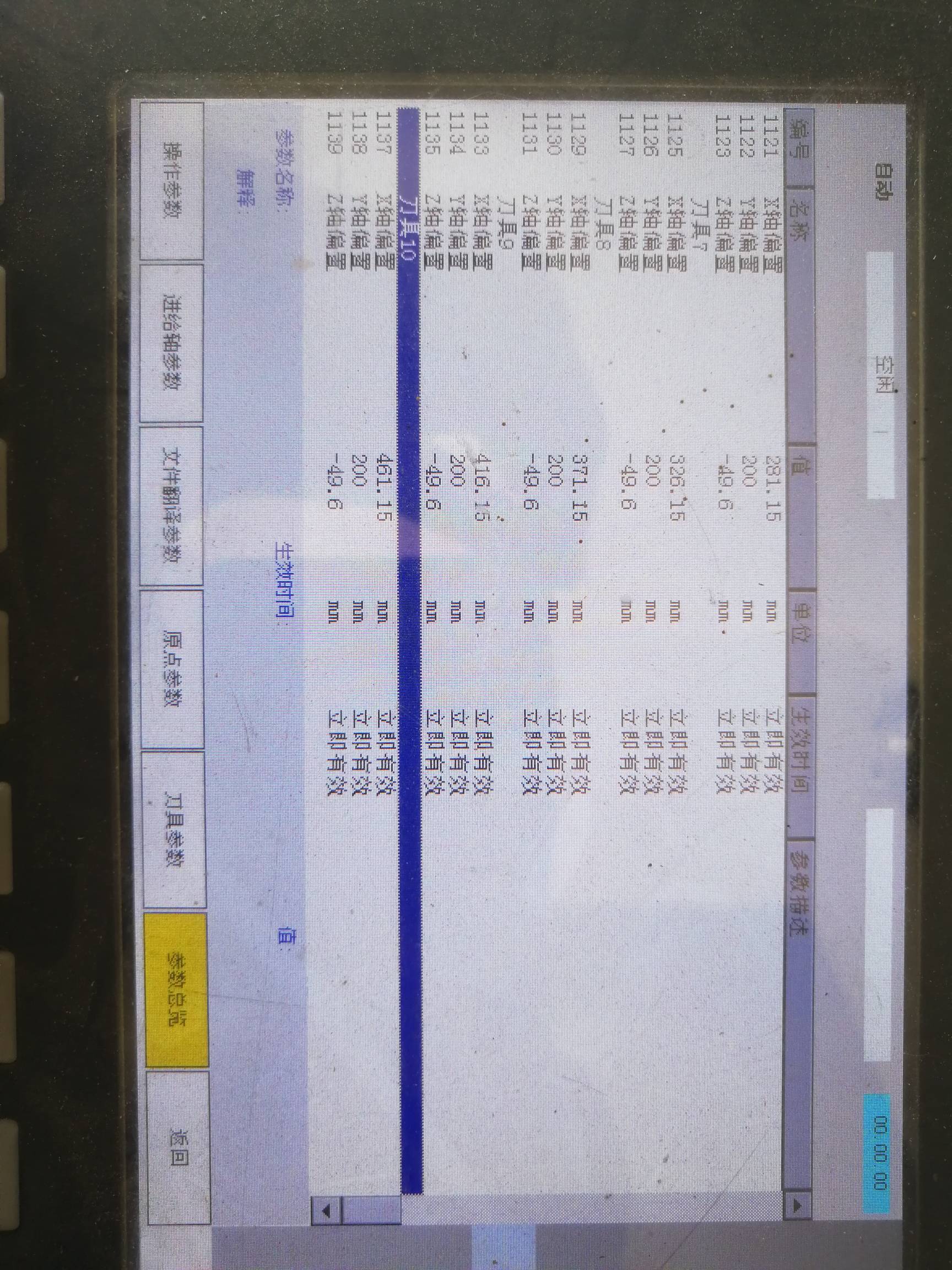
微亿雕刻 发表于 2021-08-10 09:56 & ?7 _& H4 q7 g$ ~大哥的参数太保守了,起跳速度可以,因为每人装配的机械直度和刚性不同,就是说,灵活度不一样,但是单轴加速度,混合闭环800—1000没问题,除非您机架摇晃了,转弯加速度,一般为单轴加速度的1.5—2倍,我的机器使用1500,加加加速度10000 Z下刀速度这个看材料,如果硬材料,这个参数比较稳妥,如果是软木类,1000—1500没事,只要别听到下刀时碰碰碰声音就好,因为我做的更多软广告材料,和您不一样,所以这个参数不建议您改,其他参数可以加大试试,无论误差加大还是缩小,都说明找到大致方向了,才方便排查,我记得耐凯说明书上参数也没有这么保守的,这是您后来调整的?既然这些参数有调整余地,请再次检查电机参数,或者放上您的丝杆螺距,驱动器细分,或者拨码器截图,方便大家核对一下参数
老猫爱钢笔 发表于 2021-08-09 07:10 1 }# Y% v5 Q' V& Y& e看最新回复,给机架换了系统就没事了,系统换到别人的机器上也没事了,好奇怪啊
微亿雕刻 发表于 2021-08-10 09:56 ! P/ e, @2 s- Y. e7 g# _+ x大哥的参数太保守了,起跳速度可以,因为每人装配的机械直度和刚性不同,就是说,灵活度不一样,但是单轴加速度,混合闭环800—1000没问题,除非您机架摇晃了,转弯加速度,一般为单轴加速度的1.5—2倍,我的机器使用1500,加加加速度10000 Z下刀速度这个看材料,如果硬材料,这个参数比较稳妥,如果是软木类,1000—1500没事,只要别听到下刀时碰碰碰声音就好,因为我做的更多软广告材料,和您不一样,所以这个参数不建议您改,其他参数可以加大试试,无论误差加大还是缩小,都说明找到大致方向了,才方便排查,我记得耐凯说明书上参数也没有这么保守的,这是您后来调整的?既然这些参数有调整余地,请再次检查电机参数,或者放上您的丝杆螺距,驱动器细分,或者拨码器截图,方便大家核对一下参数
微亿雕刻 发表于 2021-08-10 09:56 , c# Z7 C1 @- c! ~大哥的参数太保守了,起跳速度可以,因为每人装配的机械直度和刚性不同,就是说,灵活度不一样,但是单轴加速度,混合闭环800—1000没问题,除非您机架摇晃了,转弯加速度,一般为单轴加速度的1.5—2倍,我的机器使用1500,加加加速度10000 Z下刀速度这个看材料,如果硬材料,这个参数比较稳妥,如果是软木类,1000—1500没事,只要别听到下刀时碰碰碰声音就好,因为我做的更多软广告材料,和您不一样,所以这个参数不建议您改,其他参数可以加大试试,无论误差加大还是缩小,都说明找到大致方向了,才方便排查,我记得耐凯说明书上参数也没有这么保守的,这是您后来调整的?既然这些参数有调整余地,请再次检查电机参数,或者放上您的丝杆螺距,驱动器细分,或者拨码器截图,方便大家核对一下参数
我舞影凌乱 发表于 2021-08-10 10:40 5 m1 b! e0 ?6 x% `7 b" P换机架好了,越雕越深我也遇到过,我的是鸡头重,57步进不是加长的,劲太小,换了加长57步进和驱动器就好了,网上便宜的那种驱动器也不行
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
《象鼻神》——附雕刻详细过程35图
入坛十年总结
出99成新红箭小象木工车床








 发表于 2021-8-9 21:20:10
发表于 2021-8-9 21:20:10

 : u0 A. h: ~ z# g, c0 D4 H# R+ S
: u0 A. h: ~ z# g, c0 D4 H# R+ S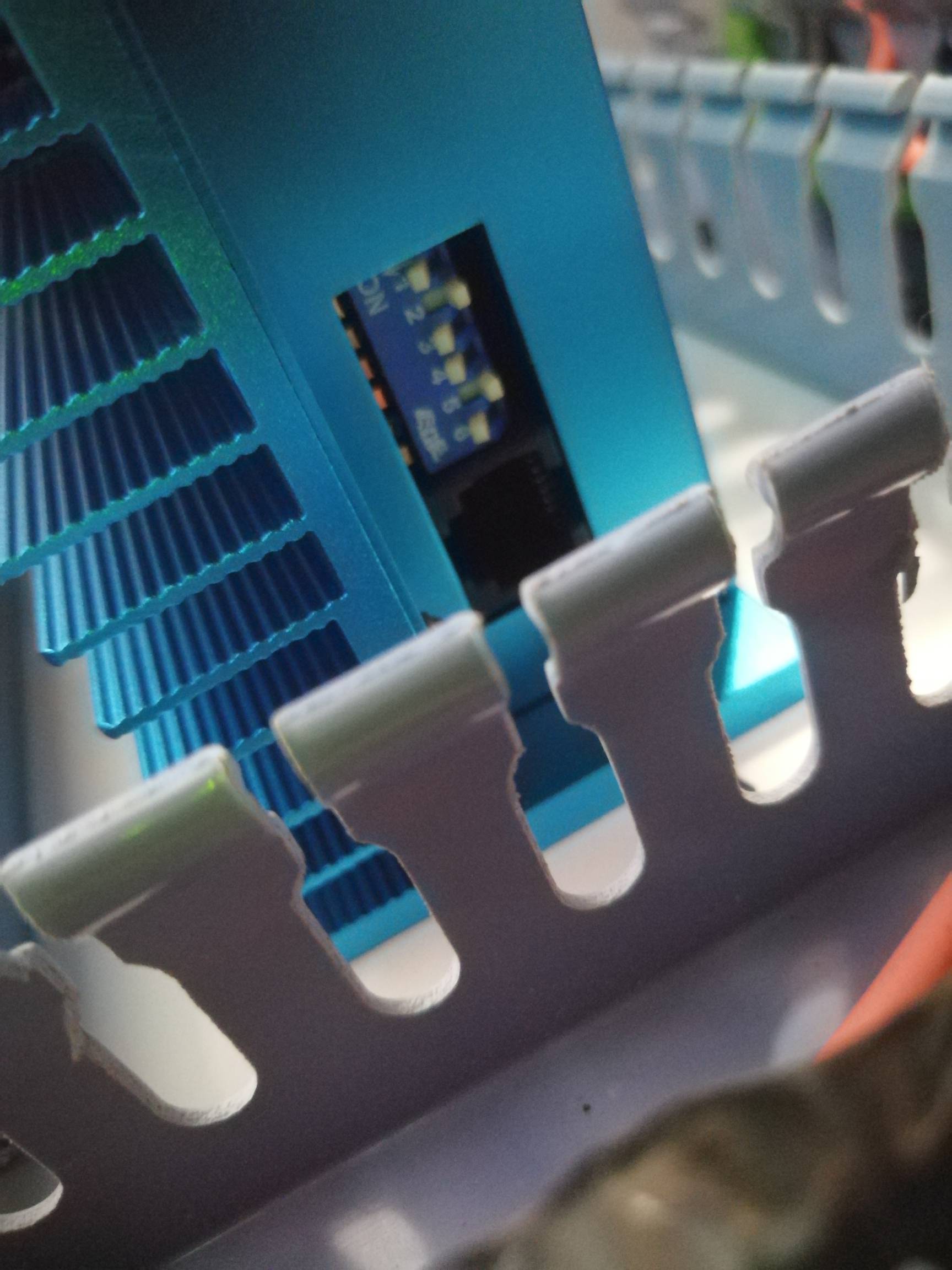
 % a) g; V0 q9 Y2 I6 Y) ]
% a) g; V0 q9 Y2 I6 Y) ]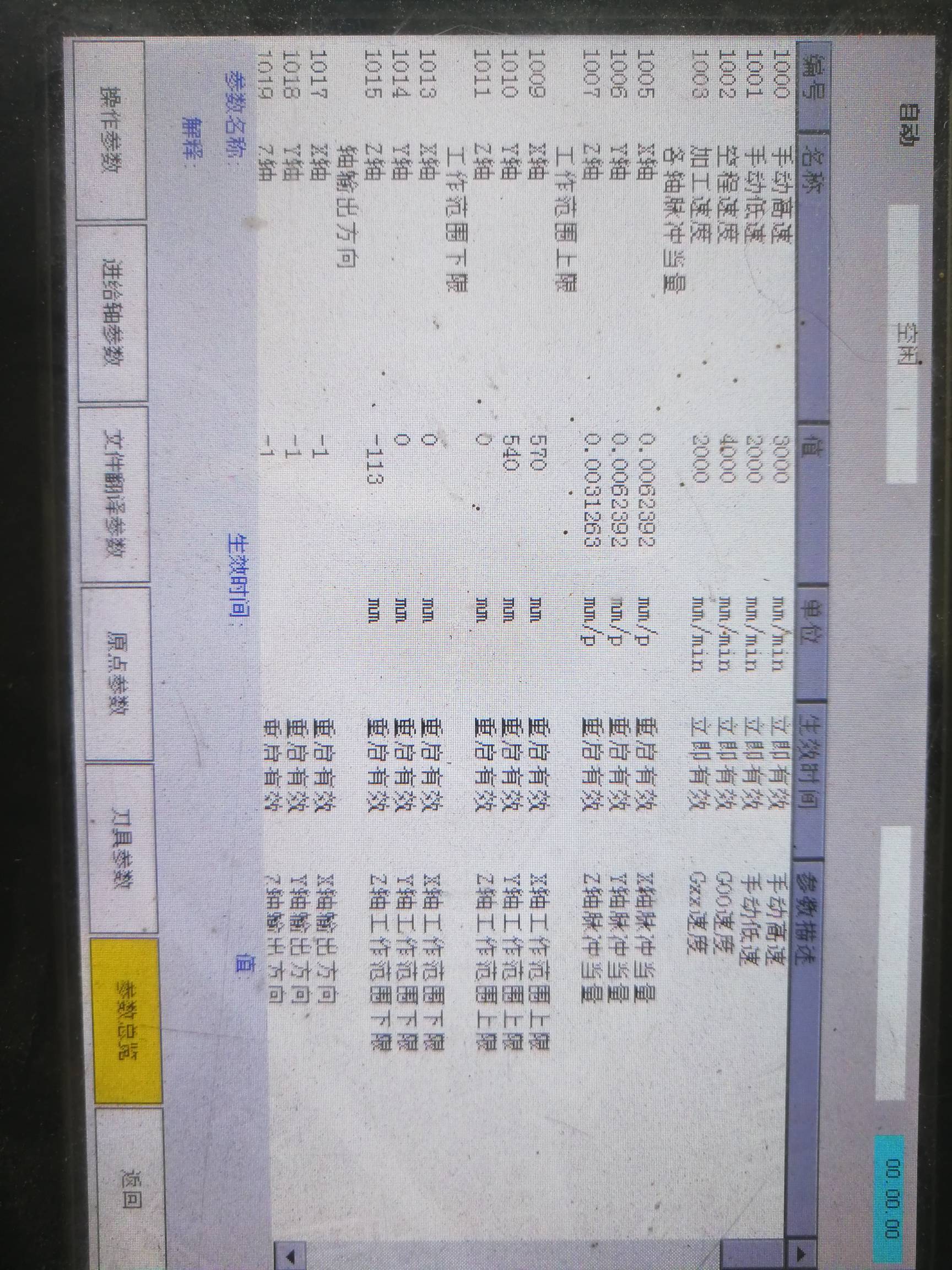
 : t0 @: g( U) i
: t0 @: g( U) i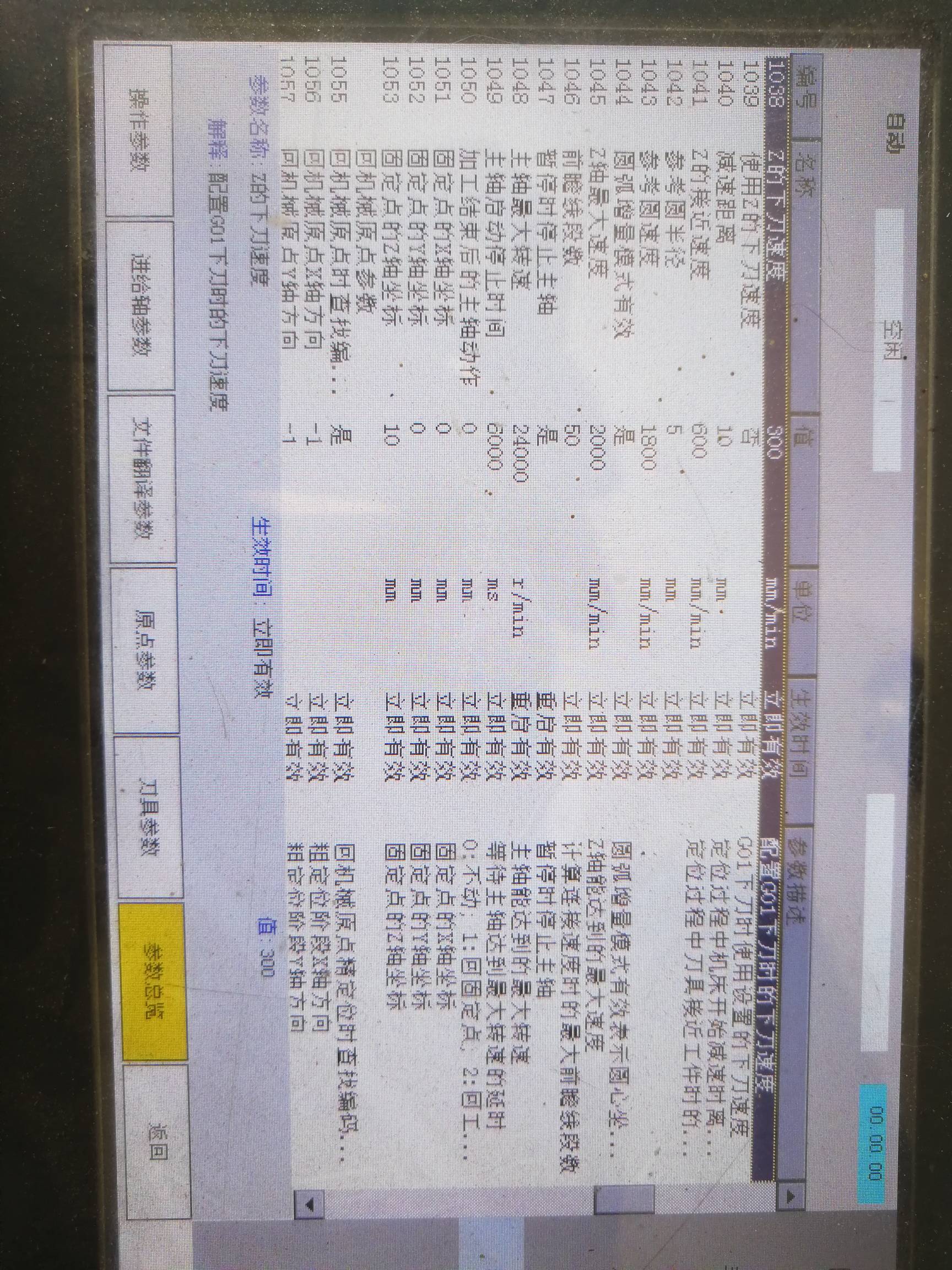 9 e% O2 d7 m* x0 W
9 e% O2 d7 m* x0 W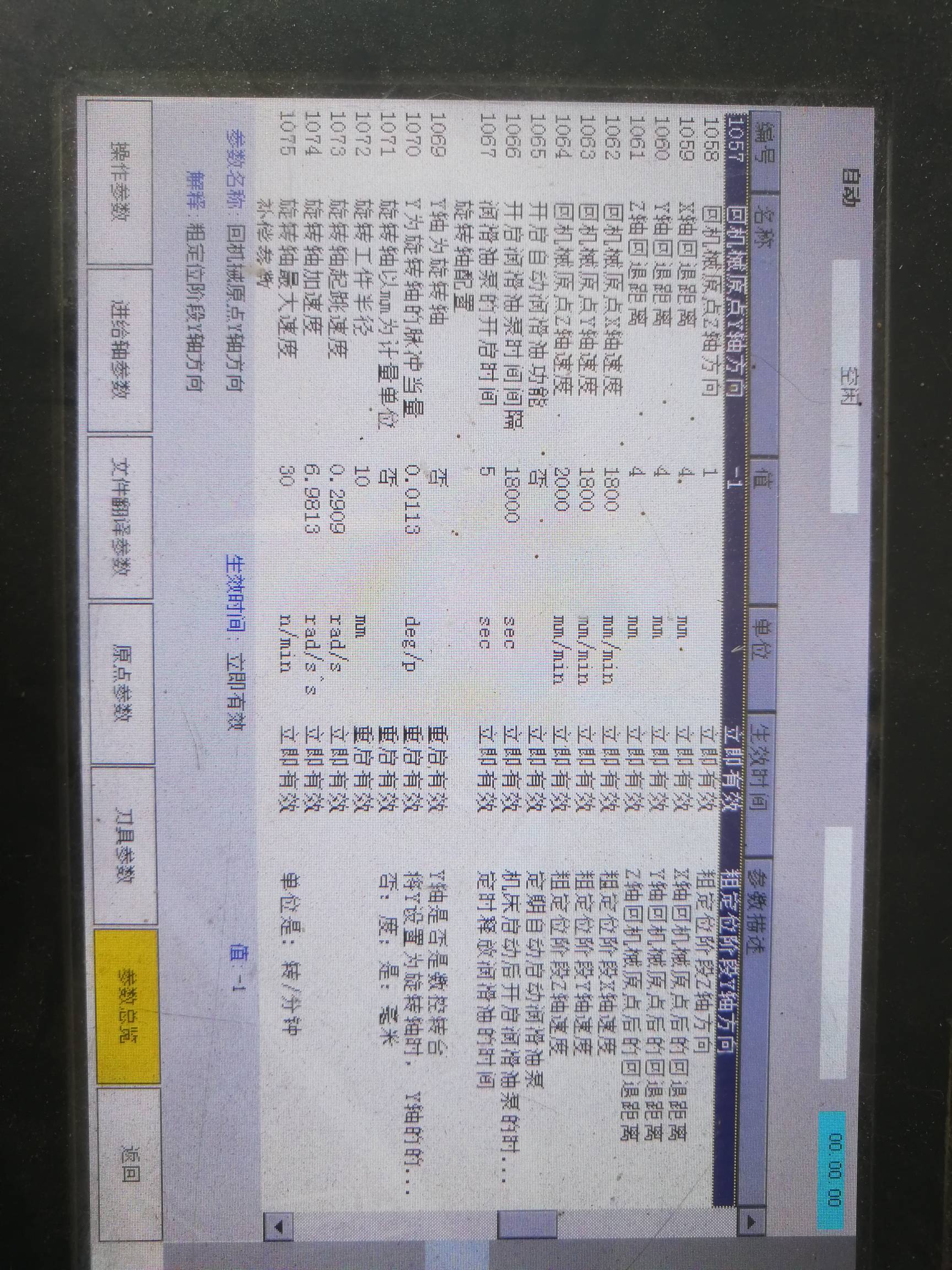 ' w, ~- S2 p+ ^$ h3 w& x; F
' w, ~- S2 p+ ^$ h3 w& x; F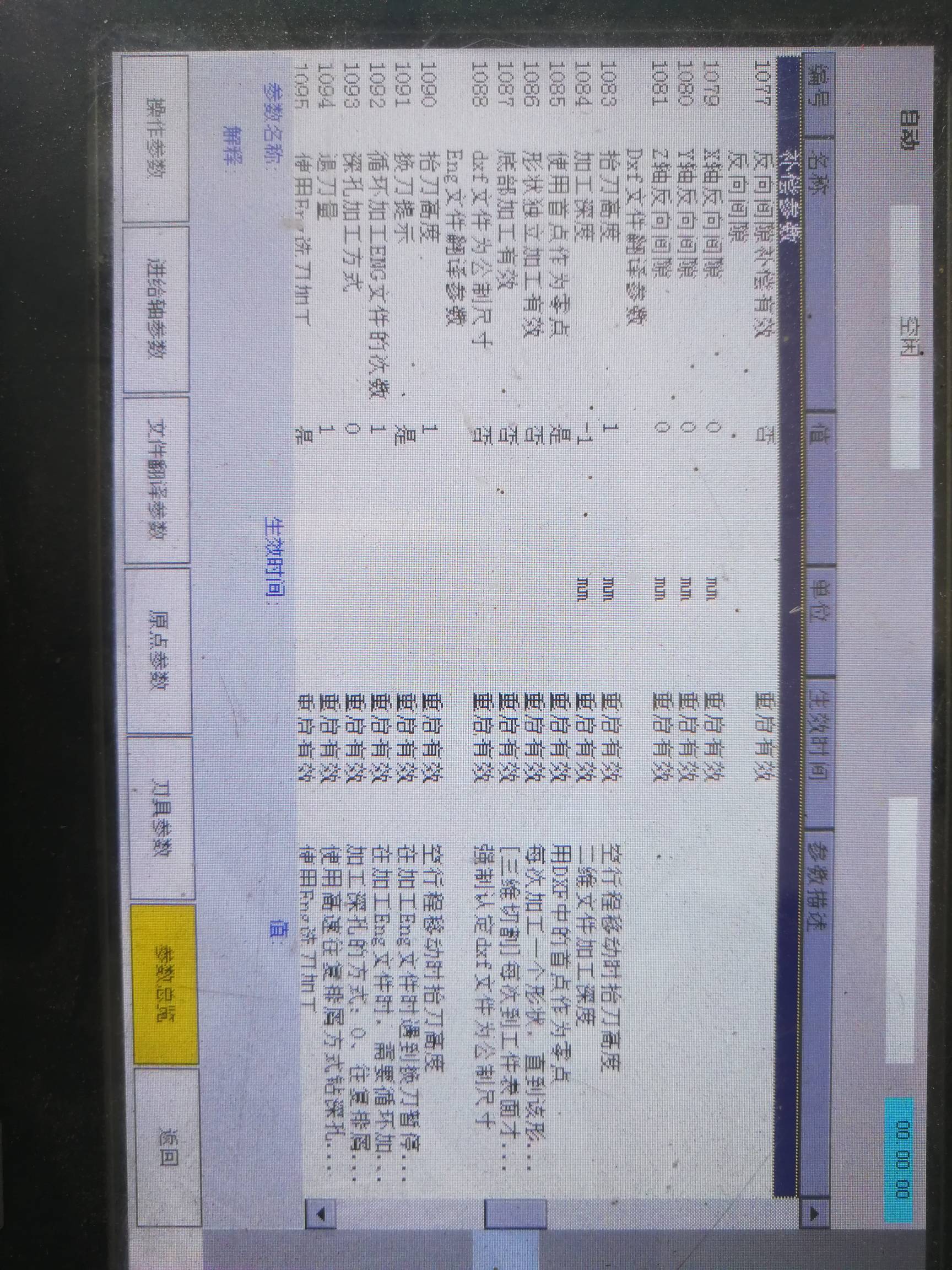
 . y3 Z1 n* G, L# O4 @
. y3 Z1 n* G, L# O4 @