《伍德史密斯——2025
《精细木工杂志 - 工
桃核雕刻
无聊就玩木头——铁血
无聊就玩木头——格里
山东省家具行业职业技
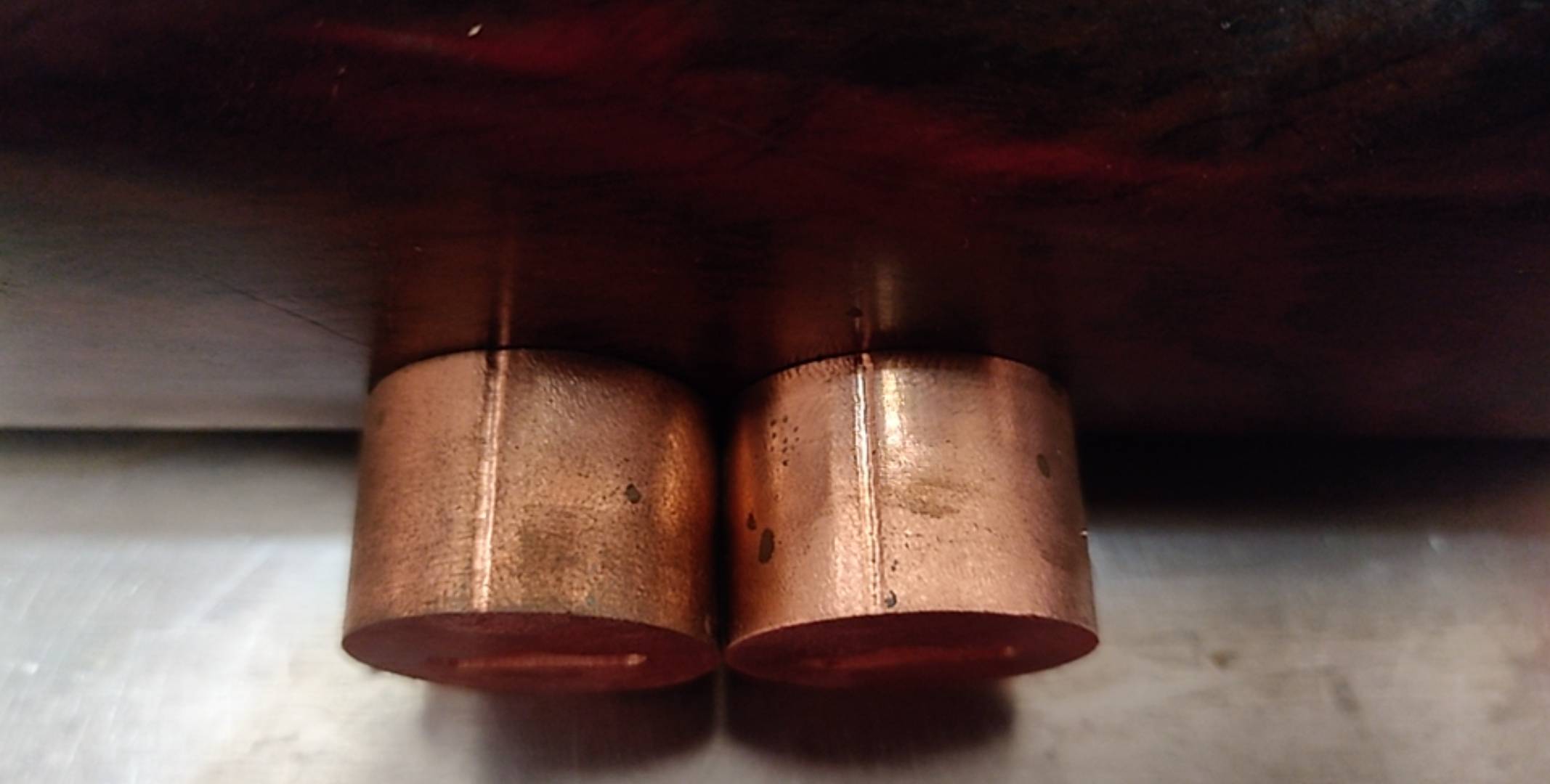
nini21800 发表于 2021-1-13 17:165 b3 a9 @2 B" V- ]$ c 应该是刀具和雕刻机问题,用圆弧进退刀试试。
使用道具 举报
mythic 发表于 2021-1-13 19:21 # G- z$ H. V6 n7 W进退刀的问题,圆弧相切貌似没这问题
zjn233201 发表于 2021-1-13 19:36; h# M% r( S: ]& D/ ]% v! B3 }6 o. m8 A 图片怎么上传
哲之韵 发表于 2021-1-13 20:45. Q, n' l- ?& d a 台阶?还是过切?0 {$ K/ [+ Y0 u) c1 @3 u! @8 e/ H 肉眼能分辨出的台阶小于0.001mm,也就是说两个面高度差0.001我们也能明显看得到。 - ^7 p& H5 L6 D: {/ `3 L接口位 ...
会飞的二师兄 发表于 2021-1-13 21:40) V3 |4 ?6 u1 Z3 m" K; K/ z( S 你那个地方是不是起刀点与结束点的位置
印钞机 发表于 2021-1-13 21:10/ _* C0 E5 z3 k2 X0 D ug圆弧垂直进刀角度偏10度,圆弧平行退刀。层间沿部件斜进刀2度。
小钛玩机 发表于 2021-1-13 21:44 . X! ^0 a) P5 c设置侧壁余量,再光一刀,
心灵De另一半 发表于 2021-01-13 22:13 + s, |4 C3 U3 t; \是一小丢丢过切,就在两个圆弧重叠的地方,肉眼看着很明显,但是上了刀尺发现没有想象中的那么深。
心灵De另一半 发表于 2021-01-13 22:10! Y( _% M& @* g$ b$ H 我开的是圆弧进刀退刀,会不会跟机架有关系?
心灵De另一半 发表于 2021-01-13 22:147 z. f; s8 U% @ 是的,是圆弧进刀跟退刀的地方,
心灵De另一半 发表于 2021-01-13 22:185 N7 ^. n$ d# j: y* [. z3 z 最小我设置过0.05光3遍,但是还是会出现这个,会不会跟机架有关系?
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
几个近期做的小石头(白玉 松石 珊瑚)
实木现代板式五斗柜总算完工了~~~
《伍德史密斯——2025年木工技巧与窍门》
《精细木工杂志 - 工具与工坊 2025/2026》








 发表于 2021-1-13 22:21:51
发表于 2021-1-13 22:21:51