无聊就玩木头——木头
《伍德史密斯——2025
《精细木工杂志 - 工
桃核雕刻
无聊就玩木头——铁血
无聊就玩木头——格里
使用道具 举报
钢钢 发表于 2021-09-18 12:29 ; q5 n3 s N2 ?9 B; U f, q896076602@qq.com
钢钢 发表于 2021-09-18 15:32 " k: `( R* @% Z2 i8 L, w代码收到了,晚上再说。
esee 发表于 2021-09-18 15:50: `9 `# a7 r) N5 K5 j, A 做完刀路,用记事本打开,找到抬刀那一行,在前面加一行,G0 X0Y0(圆心在x0y0)就可以了
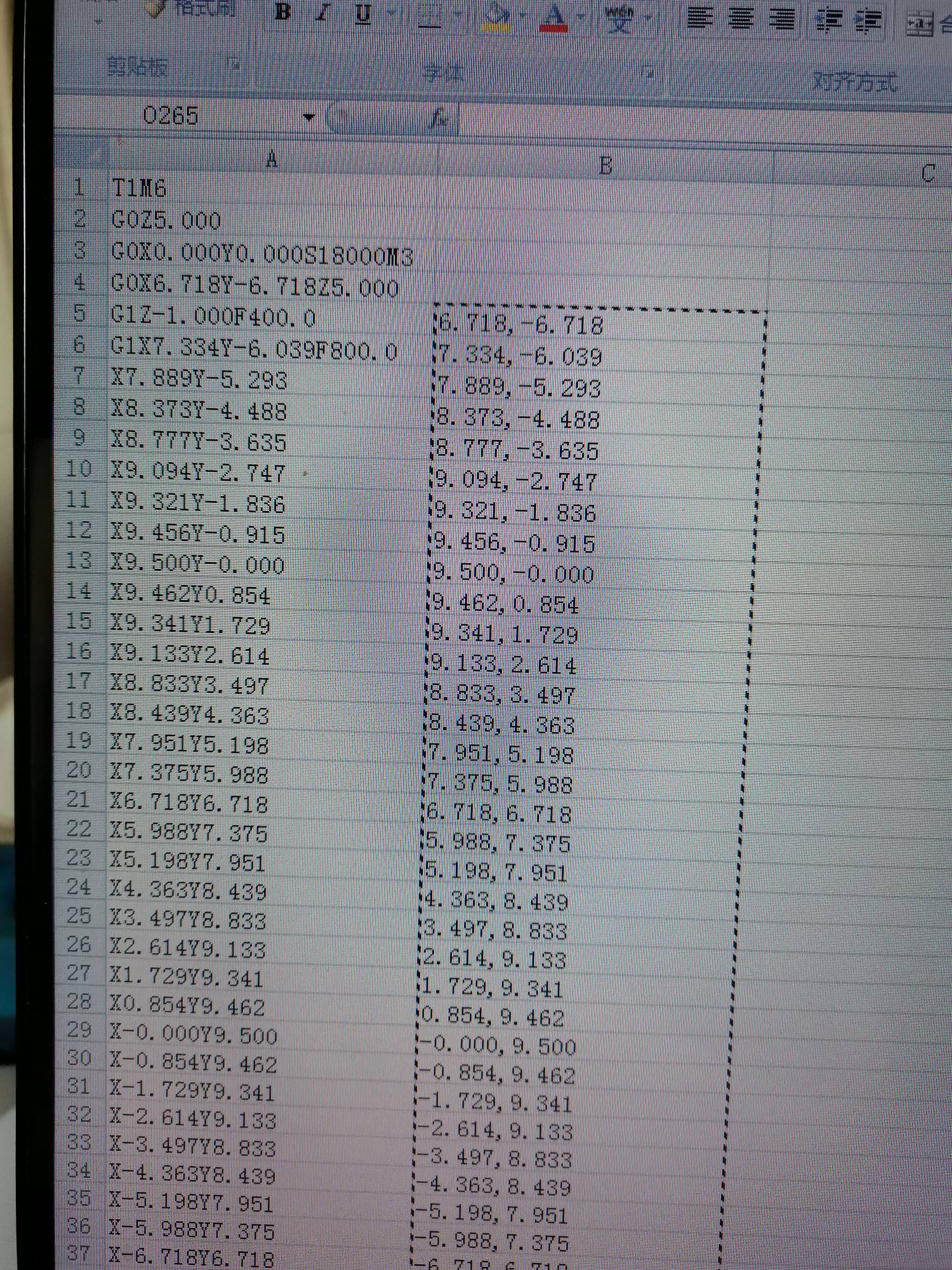
mark0223 发表于 2021-09-18 11:409 V# o- A' x3 o 代码比较长只能截图了。
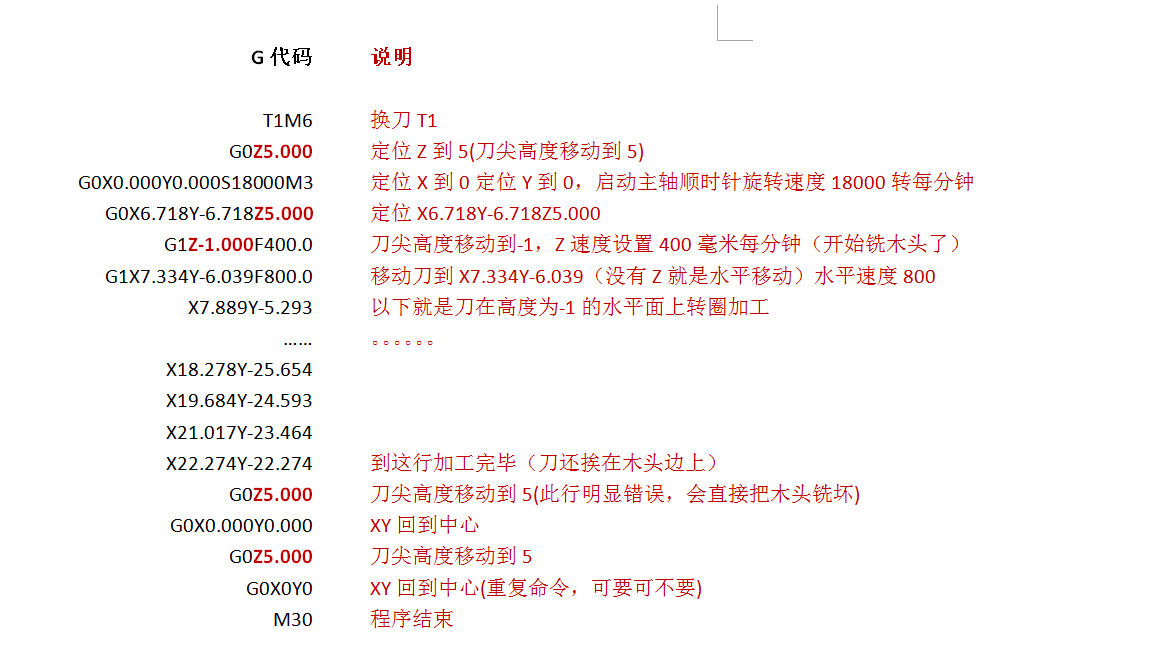
钢钢 发表于 2021-09-18 20:12: s) R8 _% ?/ C# W 我先逐行翻译了一下你传过来的代码,你可以网上搜一下G代码、M代码表,对应这段代码去学习一下,体会一下刀的走动。' I4 q& L1 R1 |) ~0 d: Y, o 刀的上下走动是Z轴变化,我把代码用红色标出来了。! J! n9 ~& Y5 z( k' U' g2 U- B' N 不知道你的鸡鸡是怎样的,假如没有刀库,可以生成刀路时换一种.TAP格式,这样就不会有第一行“T1M6”,代码最后也有一点儿重复,不过都不是重点,不影响使用也没必要换。9 o* s8 P8 G! s 你这代码也是虚拟代码,不是实际的,高度才到-1~; V0 a/ ~, B% y- j% x' r$ N 假如学会了道理,代码开头可以改成中间(x0y0)降刀,还没学会就直接删掉倒数第五行“G0Z5.000”就可以的。
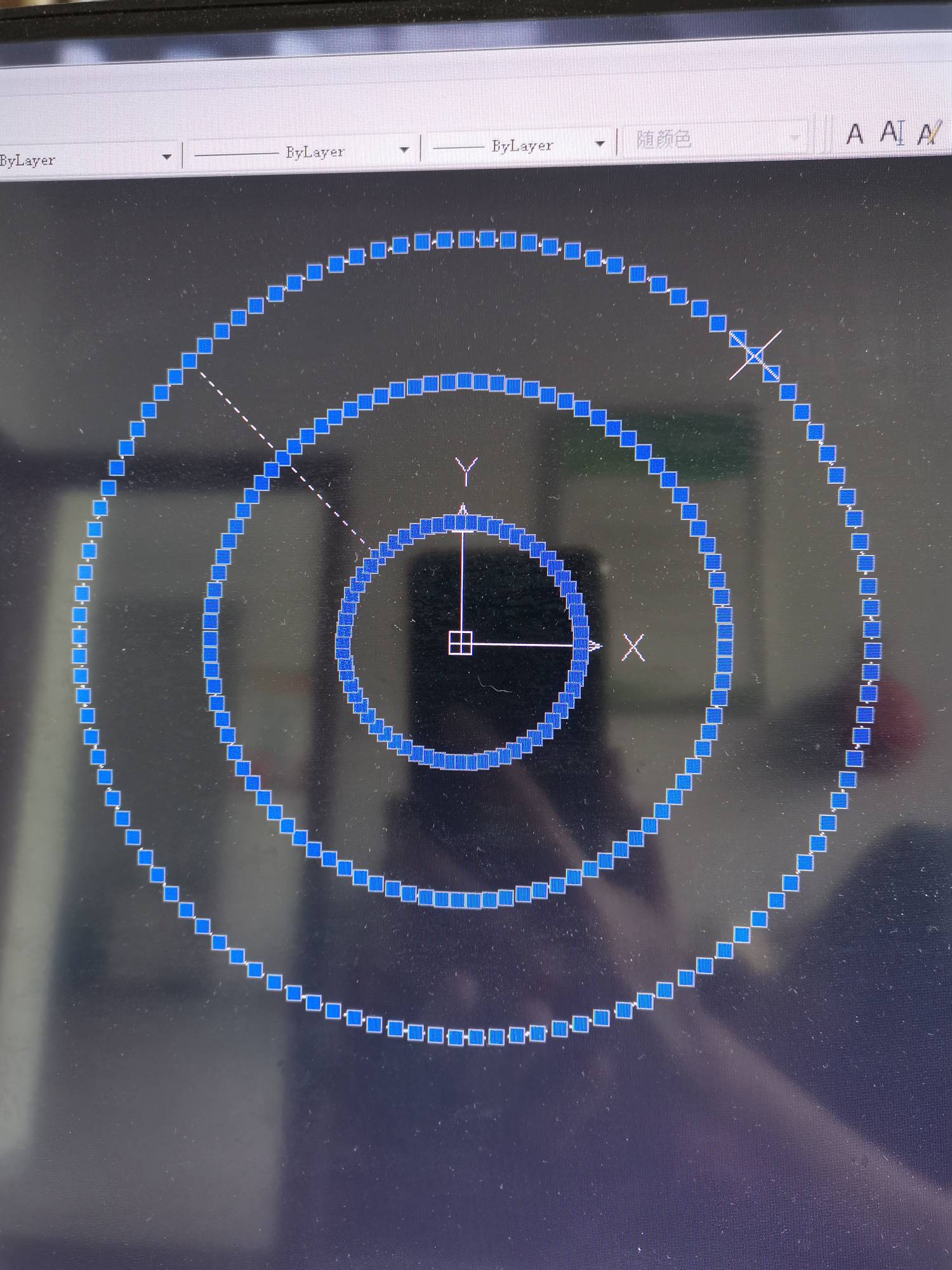
心佛即佛 发表于 2021-09-18 21:27 . o: a' O3 y% m" h5 q% k7 W$ e+ I他贴出来的刀路加工一直在Z=-1毫米吧,没看到Z往下走啊
钢钢 发表于 2021-09-18 22:449 L% [% z0 g8 p$ }+ F 嗯,对的。所以我说他的代码是虚拟的,他就在高度-1的地方走了三个圆铣了一个面。也不好说是错的,因为也可能是两步法,模拟了一下第二步铣里面出代码。我是觉得他都玩这种了,我这样理解他还比较合逻辑了吧?当然了,不排除他连第一层都没有想到的可能。 ! ?/ z% P8 R: h0 N7 p所以新人都特别难带啊,出错的方面太多了一点,很难去堵漏,碰到一些偏执点儿的哥哥,还会不停打断思路绕跑题。+ D) V9 R9 }. x 其实我是不主打他立马解决这一个具体问题,我开始批评了他越过了基础做高级一点儿的,后面和他讲做这种的主要思路,再后面和他讲要来熟悉一下代码和坐标。0 u9 H& h# x1 ^- O 我教过很多人都是因为麻烦,不了了之的。' f) U7 d0 @' f0 i5 C3 y/ H, q# Q! n 这位哥哥虽然还在转圈圈,但是还有礼貌,我就讲到他烦为止,耐得烦的突破一下,也就会了,不太难,耐不得烦的就只有看以后自己的机缘了~
心佛即佛 发表于 2021-09-18 21:25 $ G& ]5 i2 x+ `6 y2 I6 y看了你的刀路,这是一直在Z轴-1毫米处啊,没有到下层的深度。
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
简单工具做镯子!(图多慎入)
有详细尺寸的仿古家具图
无聊就玩木头——木头机械狗狗
《伍德史密斯——2025年木工技巧与窍门》
 发表于 2021-9-18 13:43:56
|
显示全部楼层
发表于 2021-9-18 13:43:56
|
显示全部楼层








 9 G! {; O3 h' ^2 [
9 G! {; O3 h' ^2 [