|
|
楼主 |
发表于 2020-10-28 18:16:51
来自手机
|
显示全部楼层
心灵De另一半 发表于 2020-10-28 17:48: I$ r( _ g) L. X# b( s
测出来有回差可以在系统里面设置回差补偿,回差不大的话基本可以解决问题。
# r2 p" b2 M' w4 _( u- s, ]! F7 v0 s$ L5 {: \8 {8 ^9 k1 x/ K& a
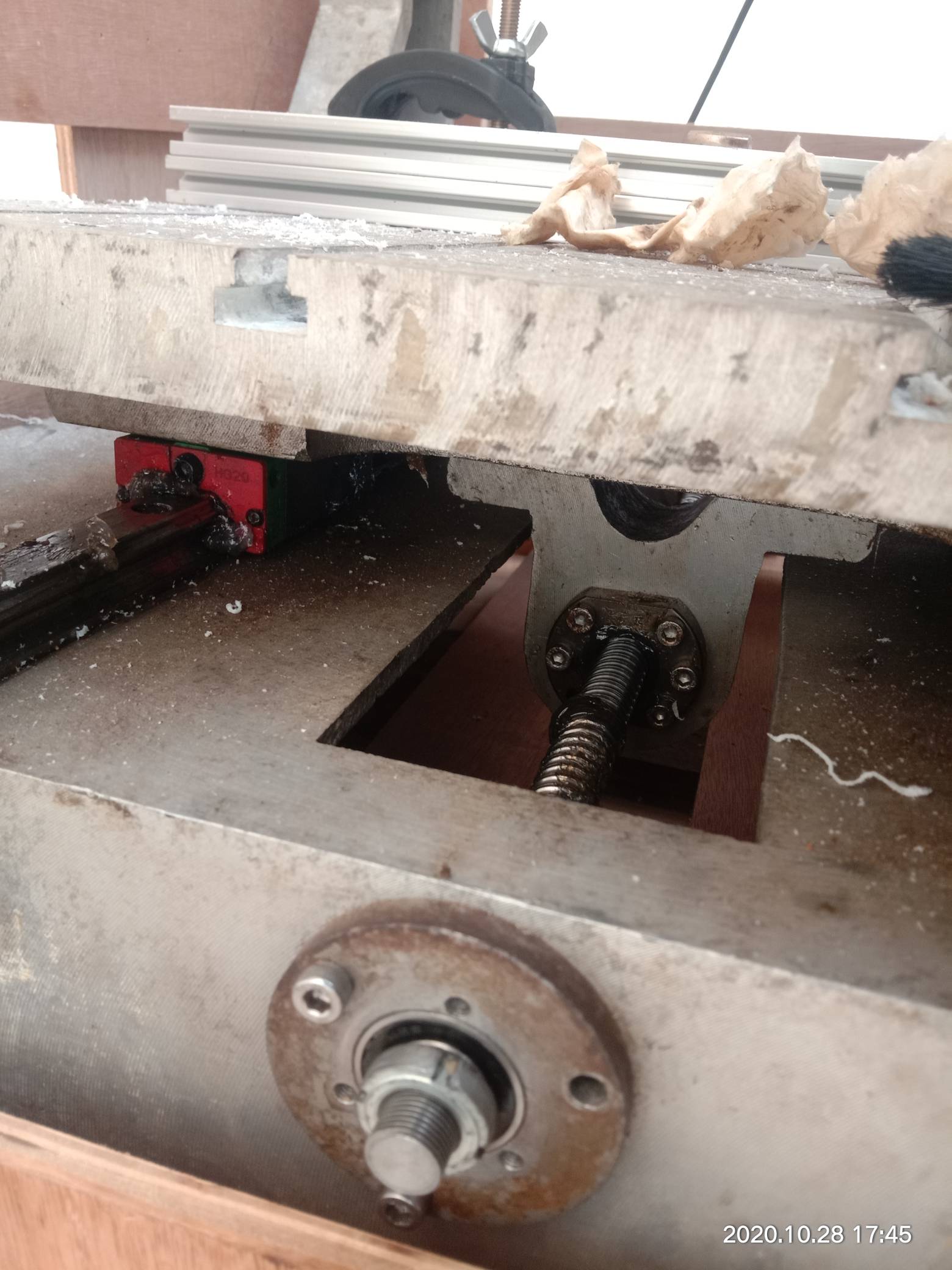
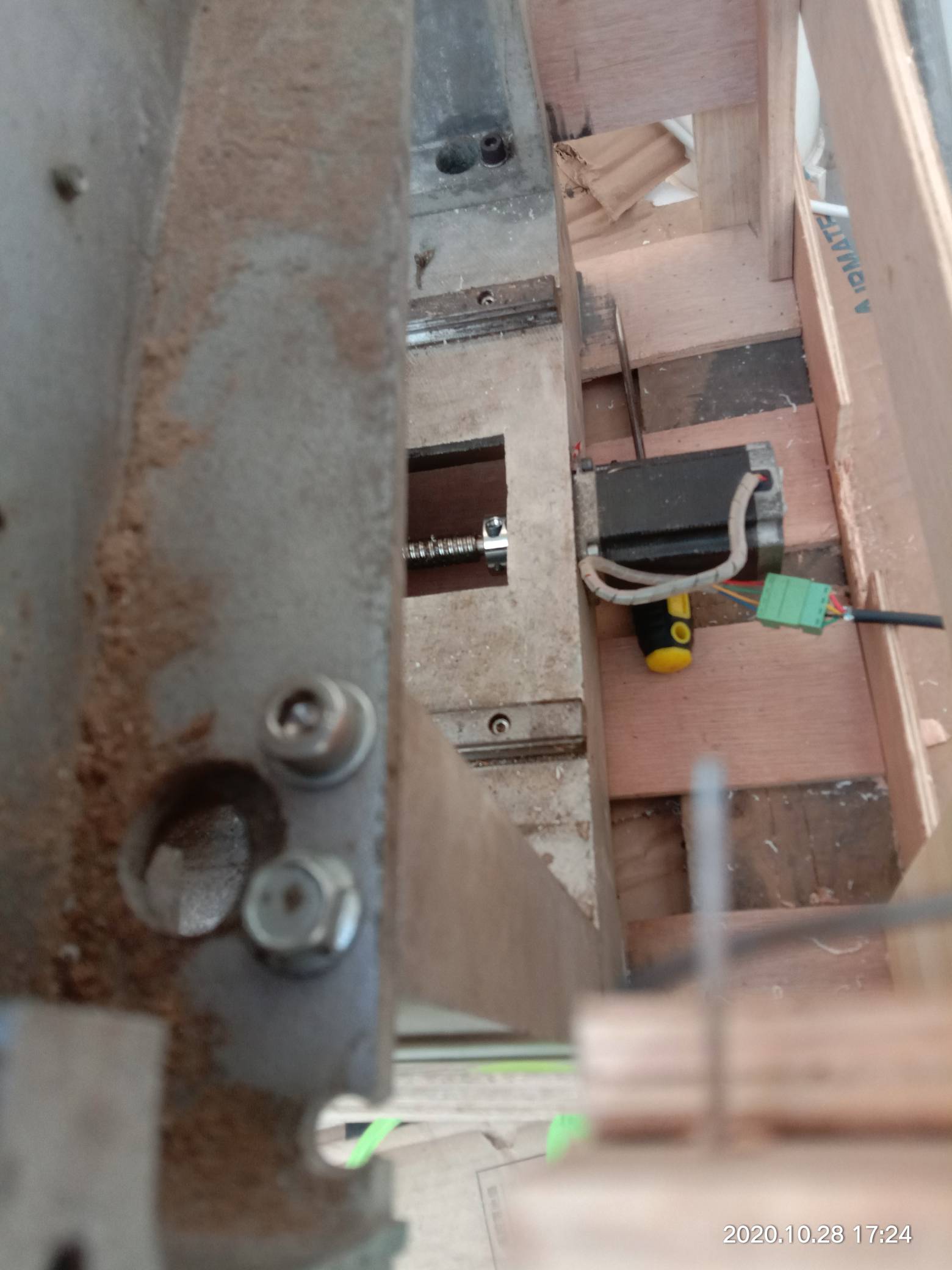
但我怎么觉得你这是Z轴组件出的问题呢?像是跳刀一样,我以前也碰见过。9 D, S- q5 O' h) W6 y
0 t3 R1 c% Q' @9 K9 y# k) ~
步进电机通电的情况下你用手推Z轴看会不会晃动,主轴螺母那也试一试,如果晃动幅度大就检查是否有哪里没装好,重新安装下再试试!
* ~0 b* j1 l: x这是底座?1 w$ g O$ G( t; S2 I
" o) y7 h$ V' n: o6 }& h% c |
|








 发表于 2020-10-28 17:36:16
发表于 2020-10-28 17:36:16



