《栎树Quercus——202
WM210v小车床
樱桃木书柜和衣柜
8平米木工坊五周年总
手工木雕
做个工具柜子放工具
dhi 发表于 2019-12-12 21:48/ p+ F2 `) q/ U$ C5 p; J8 R 然而楼主说的这几个品牌的伺服应该没有自动增益
使用道具 举报
小晓筱 发表于 2019-12-14 12:07 # D Q5 |8 s7 _( g/ u, S. S7 v我的宝元也支持伺服主轴,我只刻木头3000转的额定转速能用吗?还有长时间工作伺服没有水冷能可靠加工吗望解答,能上我也换伺服无动力主轴,看着高大上一点。
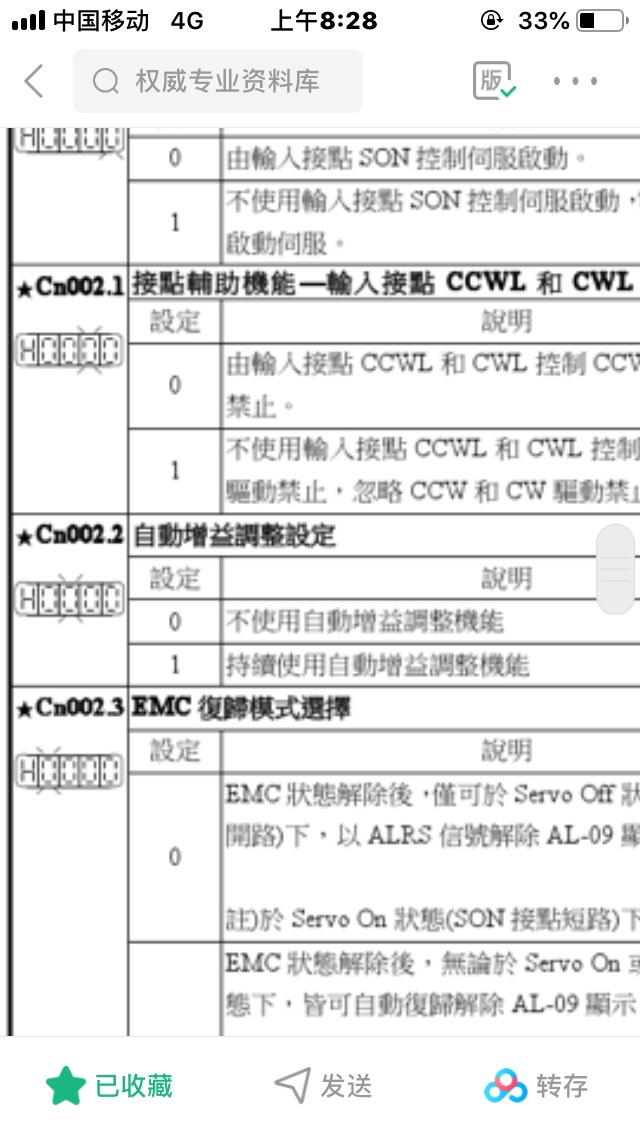
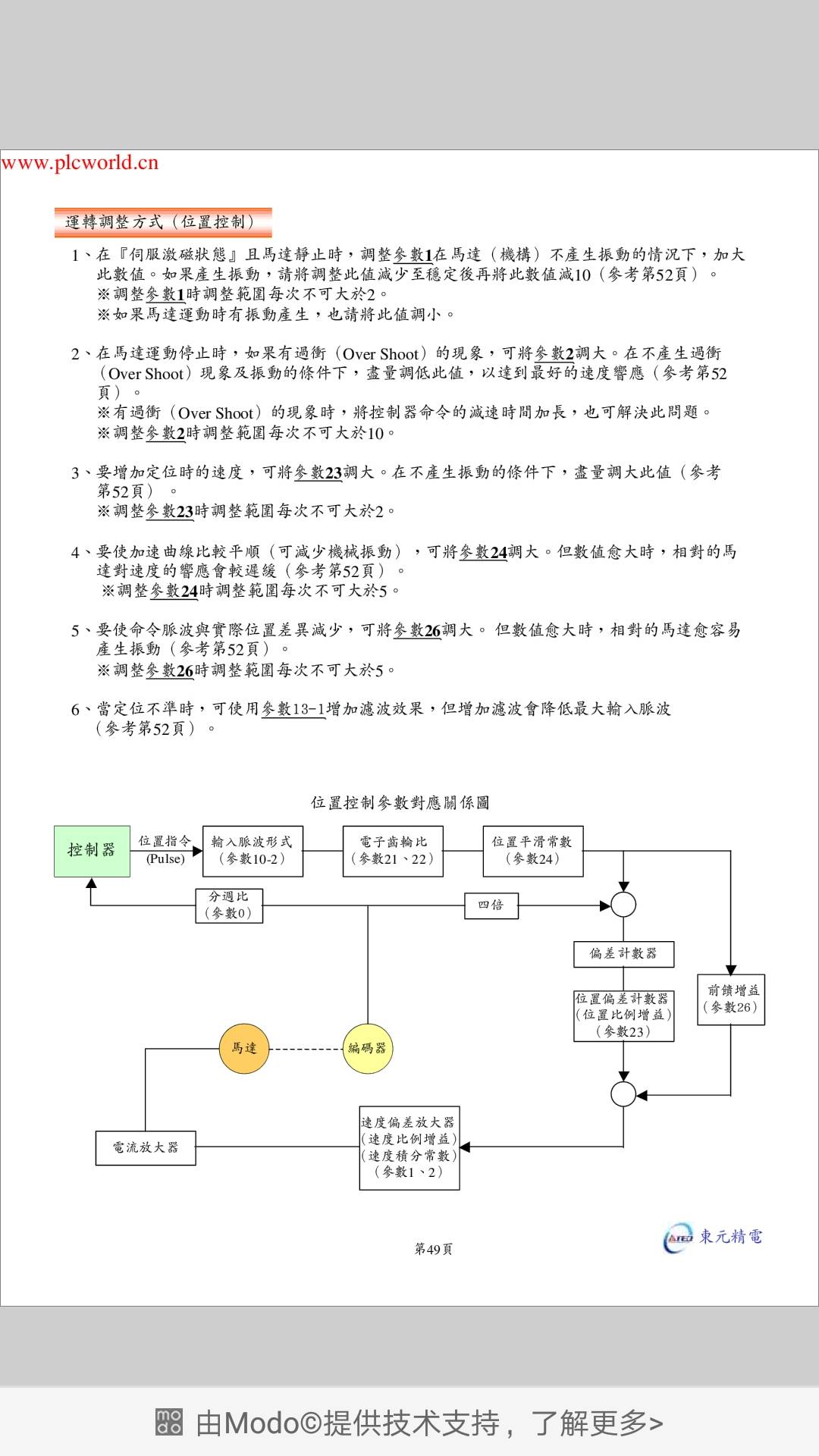
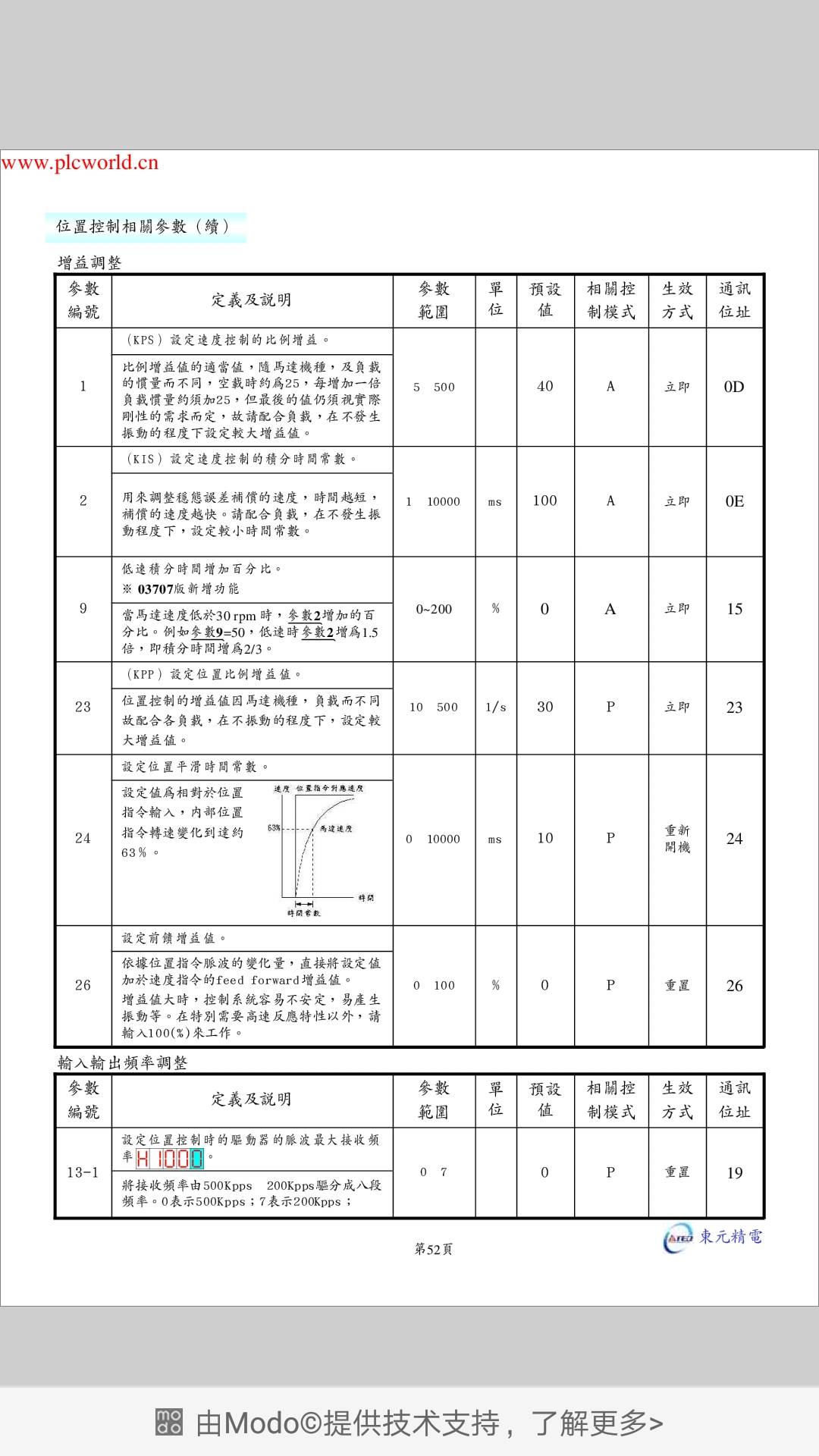
两腿之间有杀气 发表于 2019-12-14 20:33 1 v9 e. N8 ?0 U: v$ g; K. I( X) |求大湿说下刚性怎么调节的
两腿之间有杀气 发表于 2019-12-14 20:34* e8 B* ^# @4 @2 s, [ 还有加减速等,说明书我有,就是具体数值大概多少
hky9075 发表于 2019-12-13 14:24 * O$ I$ }* Y! B从步进用到闭环步进再到伺服,现在恨不得把身边所有的电机都换成伺服
正牌木林森 发表于 2019-12-15 14:58 ! s4 t' b2 { X伺服能不能把a轴当车床主轴用呢 来回切换 哪位大神弄过
我舞影凌乱 发表于 2019-12-16 13:20 4 ]2 S# Y* H8 Q5 \可以,我正在弄,车铣复合,车和铣可切换A轴C轴转换,要用继电器,且A轴伺服有速度模式,支持控制模式切 ...
我舞影凌乱 发表于 2019-12-16 13:20 . p( \. Q) H# Y$ S可以,我正在弄,车铣复合,车和铣可切换A轴C轴转换,要用继电器,且A轴伺服有速度模式,支持控制模式切换,等我弄好了上图,车铣复合编程已经做好,就等实践了,目前把A轴座拆了,有点低,要重新做一个高一点的
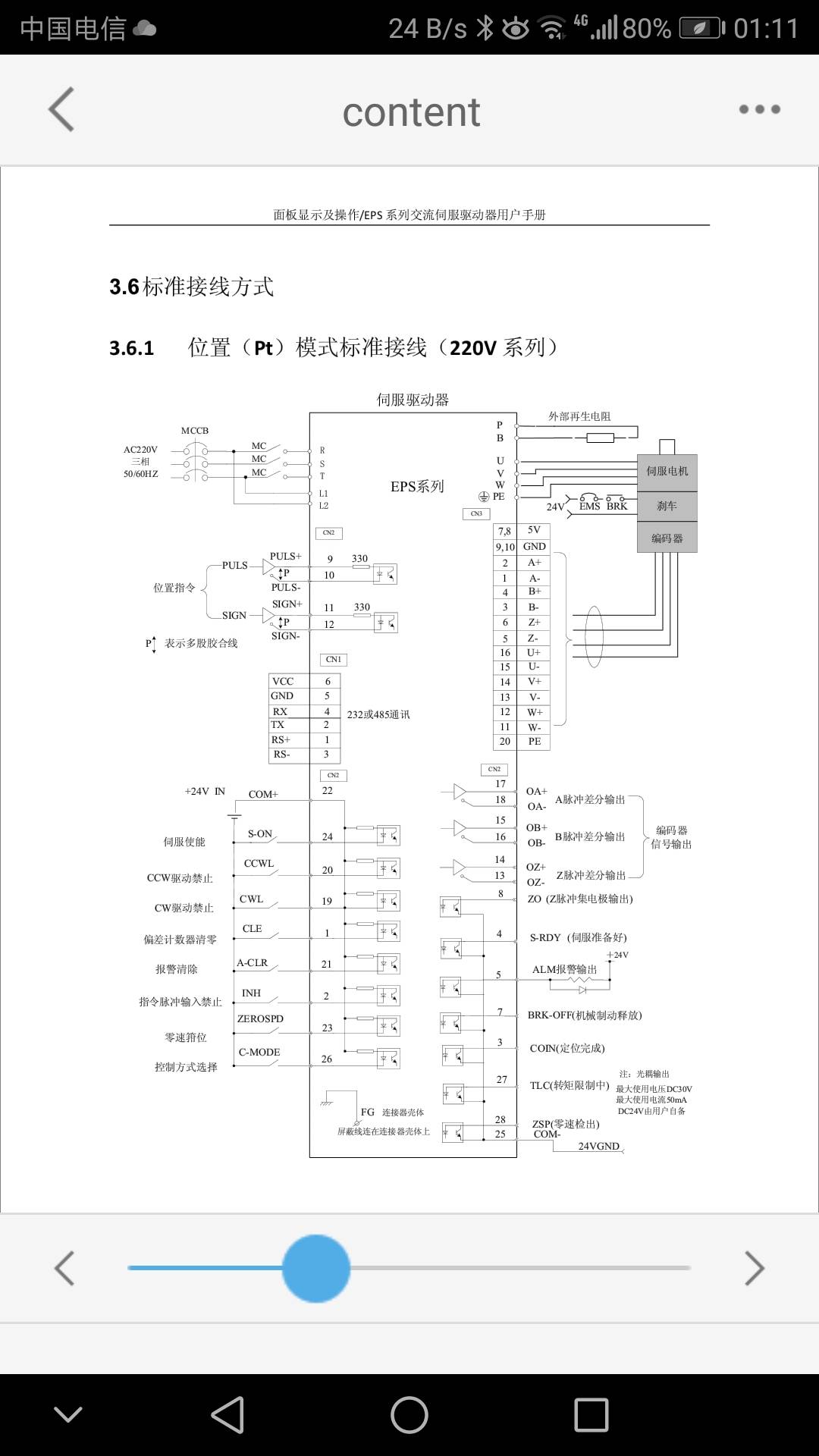
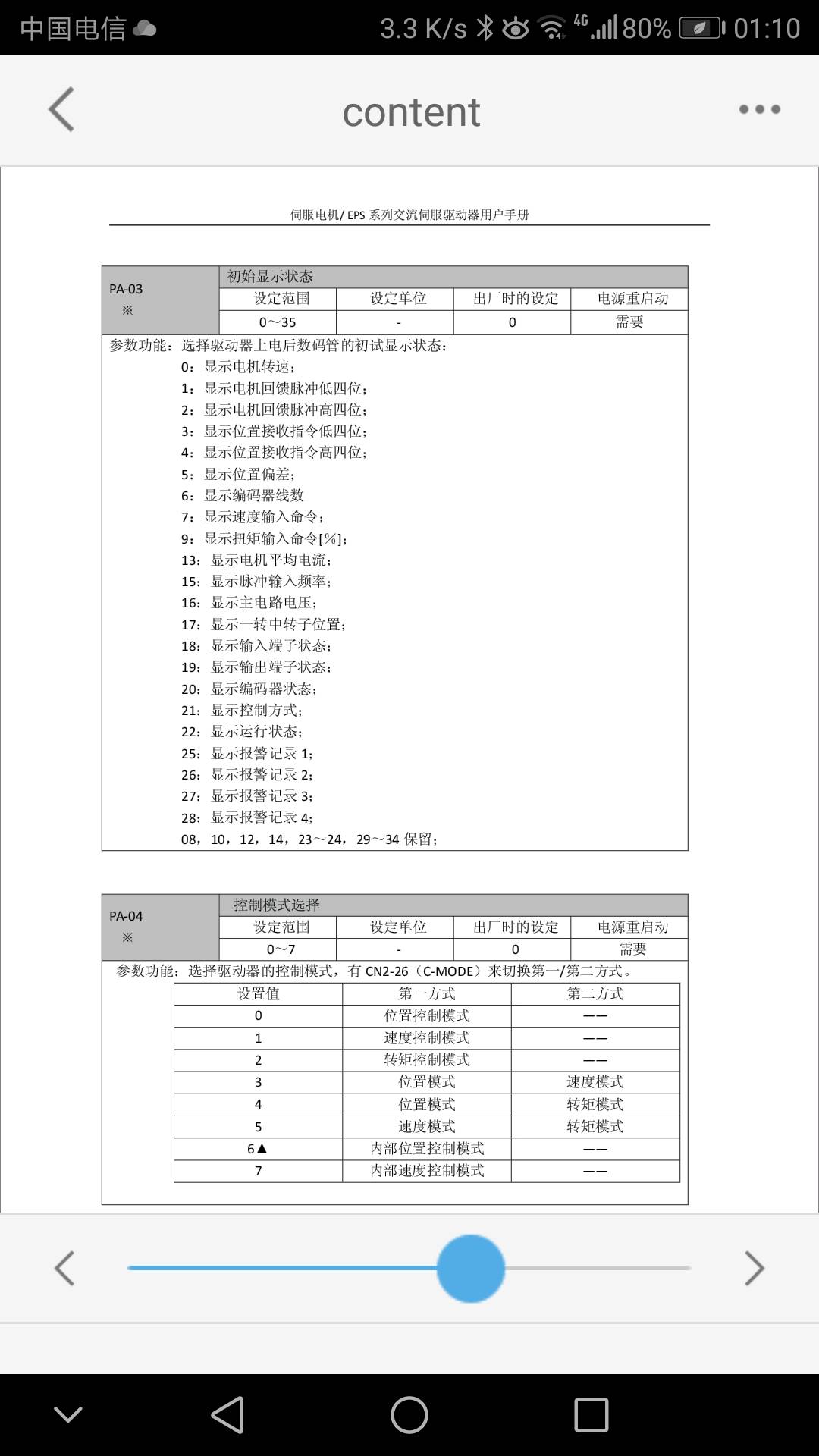
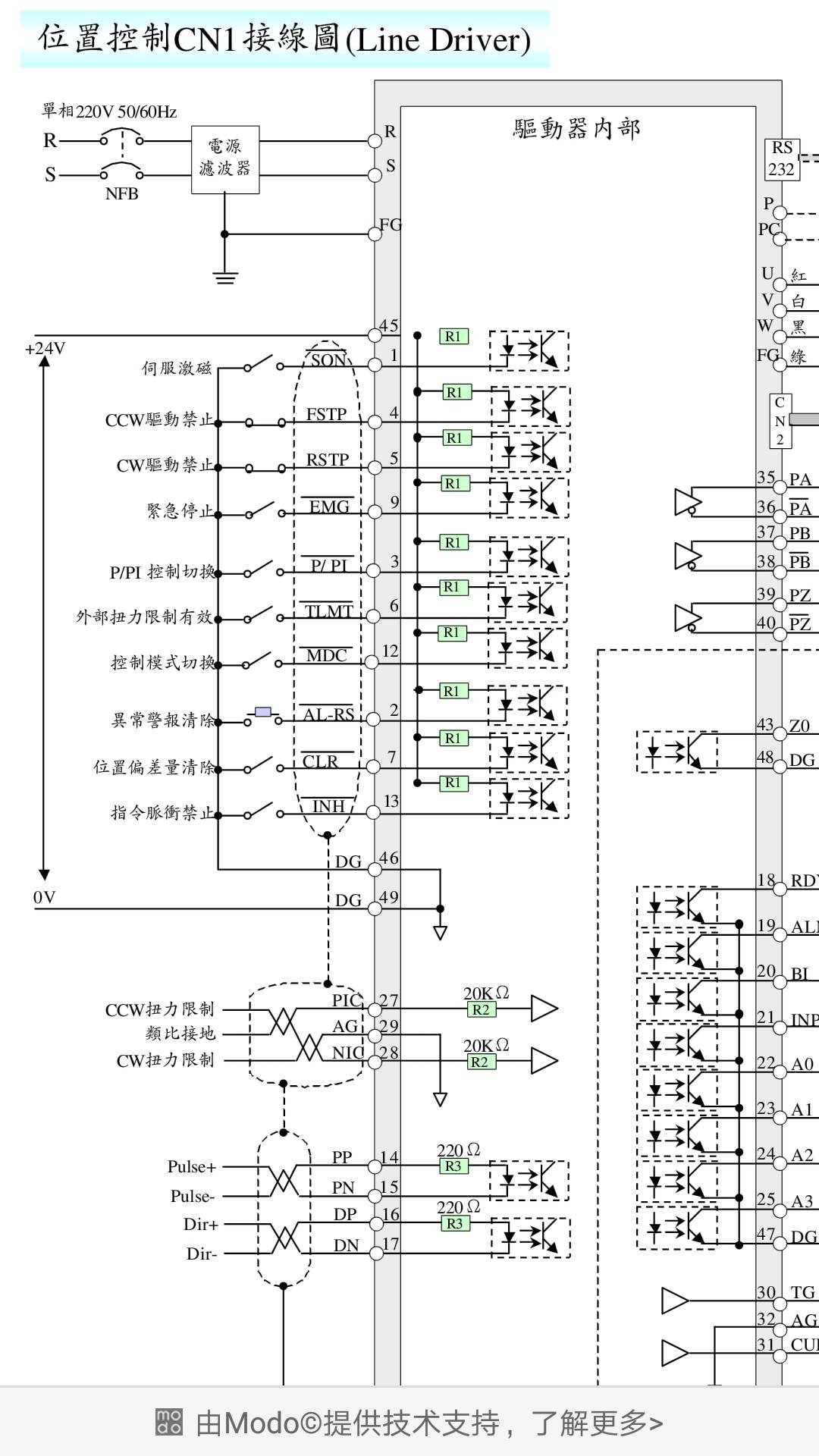
小晓筱 发表于 2019-12-16 18:496 O3 p1 F$ M6 X# x( B' T 大神成功分享下,cn1速度和位置接法的定义不一样的如何切换。还有做a轴要加减速机,不加使能后锁不死有轻微晃动的,加了做主轴转速又成问题。
正牌木林森 发表于 2019-12-16 18:19) _( ?# D3 n' P# V* w' w 期待。。。没时间只有设想的人
小晓筱 发表于 2019-12-16 18:49 1 N; m6 R; C. Y# r3 S+ i大神成功分享下,cn1速度和位置接法的定义不一样的如何切换。还有做a轴要加减速机,不加使能后锁不死有轻微晃动的,加了做主轴转速又成问题。
我舞影凌乱 发表于 2019-12-17 01:028 X. f0 A' J4 d3 e* i" m9 ~ 先说位置和速度模式,想切换的,伺服驱动器必须的有位置和速度模式,且控制模式里有速度加位置模式,通过cn1接线里的控制模式来切换,切换使用继电器,信号来源我的思路是利用主轴不同的冷却方式输出不同的信号控制继电器开关,需要控制卡板载两路继电器输出。中间还需要2-3个继电器;再说锁死问题,有两种思路,一种是是用小减速比减速器,1:2或1:3或介于两者之间,另一种就是增大A轴时伺服刚性,同时要接cn1上的扭力限制的线,采用这两种方式或两个方式都使用之后问题就不大了,因为还没有做完,只有解决思路,不缺钱或者有加工设备的可以加飞盘和液压卡钳来定位,好像工业车铣复合C主轴就是这样子的
我舞影凌乱 发表于 2019-12-17 01:04+ u- g4 y( o- L3 p# V6 N 没事,我也没做好呢,就是瞎想,真正完成还不知道什么时候呢,农村特冷,冬天基本没法做,另外一个,领导 ...
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
学做木拼画--一只大象
简单工具做镯子!(图多慎入)
《栎树Quercus——2020-2023年全部合辑共21
 发表于 2019-12-16 13:11:24
来自手机
|
显示全部楼层
发表于 2019-12-16 13:11:24
来自手机
|
显示全部楼层









 学习了。
学习了。 2 e* e: q+ o7 l1 p6 E4 s/ g8 h
2 e* e: q+ o7 l1 p6 E4 s/ g8 h


