美国木工杂志《大众木
好难啊
请问一下电池的转换器
便宜出
做个辅助工具
论坛复活了,一转眼玩
taizi110 发表于 2021-3-9 07:56' N, N$ y: J; i( c8 z) P7 S( P mastercam
使用道具 举报
dragontiger 发表于 2021-3-9 20:56 . W' X, h, v) E5 d9 e8 H) R5 F如果很有规则的都大了可能是刀具问题。刀具小了铣外框就不到位了,所以大了。 # F3 { p; |% A5 Q4 t7 T3 n& V1 U# ?铣内圆刀小了就真的小了。 . h/ e( R2 K" u/ E+ l ...
uugp 发表于 2021-03-09 23:11 " m2 w& L4 y" f9 W前工厂有买过一批刀具,直径普遍不准的现象,偏小,投影仪器检测配平衡时。。。唉,都扔了。如果螺距刀具程序机器刚性都准确,测试样品轴类尺寸应该是正差,孔类负差,新刀具时偏差好些,这是表面粗糙度引起的 u. b, [, ^/ e& L( \5 ?- d( _( A0 _如果丝杆回差大,样品尺寸会小一个固定值。方形的对角线值误差大,圆形有明显换向痕迹或椭圆。 5 C1 L T4 v- a7 [& s如果机架刚性差,刀具又不好,顺铣(扒铣)时,让刀,就会出现楼主的正差,但XY向一般不会完全相同。 1 H4 Q% G4 T0 [ ]) M主轴功率小,大块切削时也会出现正差,猜测楼主情况是这种。试试逆铣(铲铣)如果表面很毛,声音大。建议换大功率主轴,好的刀具。建议留粗加工0.1-0.3余量,精加工后再测试,楼主的机器基本是合格的。
湖湖 发表于 2021-03-09 22:45! Y+ @/ R% U. E+ i+ B$ z- T 本帖最后由 湖湖 于 2021-3-9 23:23 编辑 $ }! o% V3 Y; d) H6 I) j9 ~) k2 } $ k0 }2 M f, i9 K 这个问题都讲了 无数次了 ,重复精度 不是尺寸精度 。* g0 S8 m; N/ n& V) L/ F* y2 ` / v, W, N: Q. E8 T你 重复精度可以达到 0.001 不代表 你 走100毫米 就是100毫米了 ~可能是 99.9毫米 也可能是 100.1毫米 。 8 ~0 m8 w+ e- ~# o . }. I- j9 J3 u y" D但是重复精度 无论机器走90毫米 还是 100毫米 返回 误差是很小的 。 $ W" S8 i/ S6 X 2 _! k0 K% I* [, N% [尺寸 精度 是丝杆 的 问题 。但是 任何 丝杆 也不能达到 没误差 跟回差没关系 。 所以要 做 轴校准 。也就是 走100毫米 测量实际走了 多少 然后算出来 每毫米脉冲应该是多少 。 ( |* K# \* J( T0 {: d' v, F# i$ f. U" u4 S) ?/ t2 S 如果还不行 要 做 轴分段校准 ! 就是 在 行程内设置 无数个 检测点 配合实际检测 在 系统软件里 比如 MACH3 里 设置 关键点 。比如 每走10毫米 设置一个校准点 。100毫米设置 10个 。这样 以后就 准确了 ! x9 O- Y/ Y: `2 f. I* C# r 5 x) K/ w$ g2 _6 A7 _' c 但是 随着长期加工 磨损 。这个值还会变 。也就是说 如果你需要很精准的 加工 需要 每隔一段时间 就做一次 校准。, X% B( H3 X4 S; I3 F : K: w* c- i' G s所以 你要在家用机上要达到很高的精准度 最好 用全闭环 系统 光栅尺那种 。 & F. b( D4 x9 Q2 C) E, A8 }$ a9 i2 D: N: j/ }- Y7 h5 y& O 这也是 为啥 我 一直说 家用机 雕刻机 谈精度是扯淡的 要是 你连 重复定位精度 和 实际运行尺度精度 都分不清楚 。那 就 别玩神马 精度了 ~~~~~~~ ! F- ~) o% r* y$ ]- B1 R ! |7 ]/ A8 r/ [4 d6 o e ]1 N厂家 跟你说的精度 都是 重复定位精度 。 那个不用丝杆 就算 用个螺丝当丝杆 也能做到 。只要没回差 。工业上说的 精度不是重复精度 因为这是任何 CNC 设备 最基本的 要求 。工业上说的精度 是 运行的 尺寸精度 也就是 直线精度 。 哎 咋这些人都没脑子 听不明白呢 。
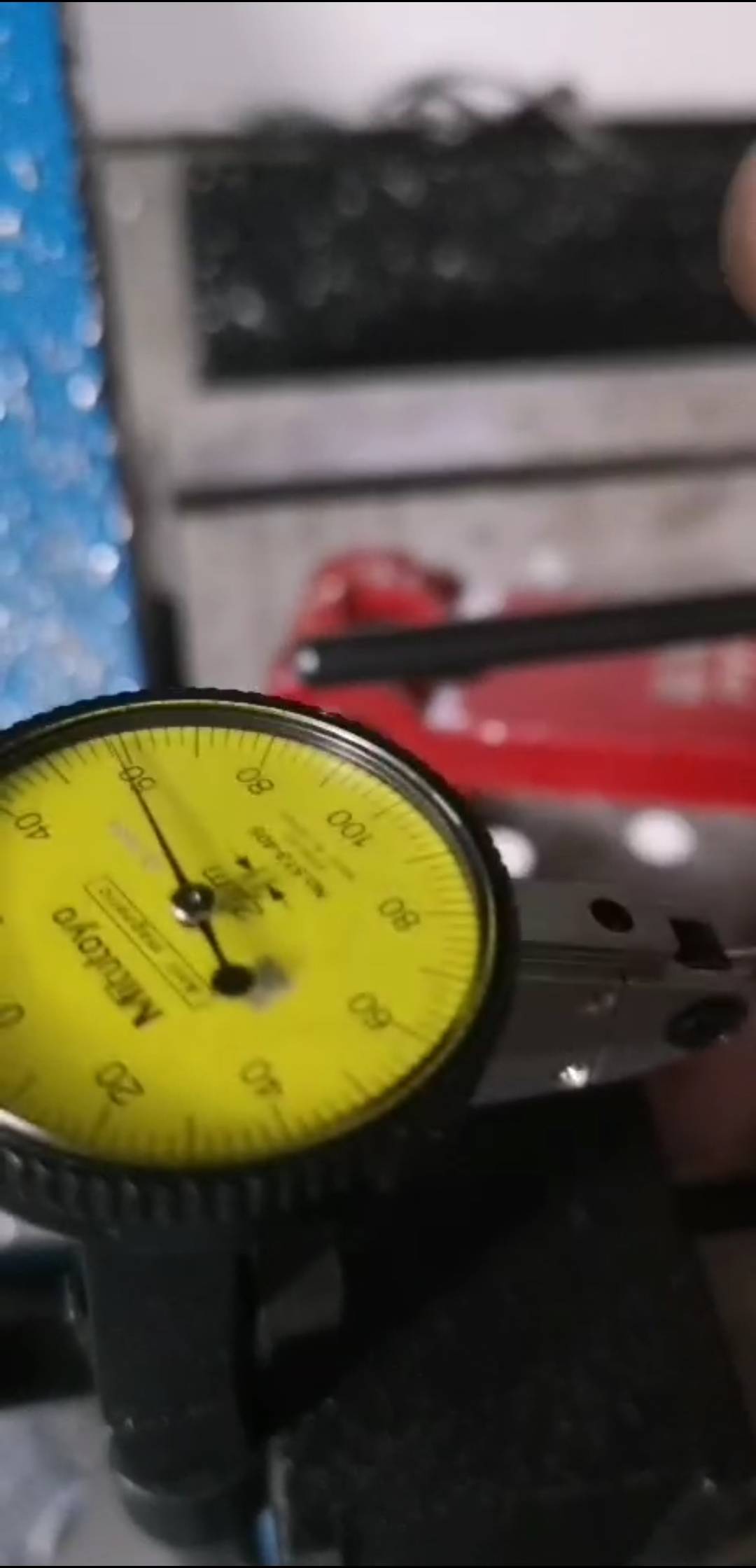
taizi110 发表于 2021-3-10 08:01 - o" q5 ]9 ~9 f你说这个我也测量了,我用探针测的,不知道准不准
colorstone 发表于 2021-03-11 23:25 ( V' l$ M" P% V* {" [1 w1 N; ~你用的那个检测头 误差就有 +-5丝多 怎么测得准?
colorstone 发表于 2021-03-11 23:27 * y }4 T0 U8 L$ x丝杆校准是必须的 你测测自己丝杆 走的实际路径 和 理论路径 是否一致 * K* H1 A/ U4 ]3 G2 ?, Y1 q 7 O. M; @" u0 X6 Q4 `, a+ qmach3 里面有个轴校准 校准好 就 很准了 % Y2 ?, p# R+ s) v 9 s# @5 m3 z- ^% q0 J& ` 刀具的误差一般都是很小的 不可能这么大的误差
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
实木现代板式五斗柜总算完工了~~~
自制diy10寸燕尾升降重型台锯
美国木工杂志《大众木工》2025年全年合集








 发表于 2021-3-9 10:23:30
发表于 2021-3-9 10:23:30
 8 Q- s: D+ c' ~
8 Q- s: D+ c' ~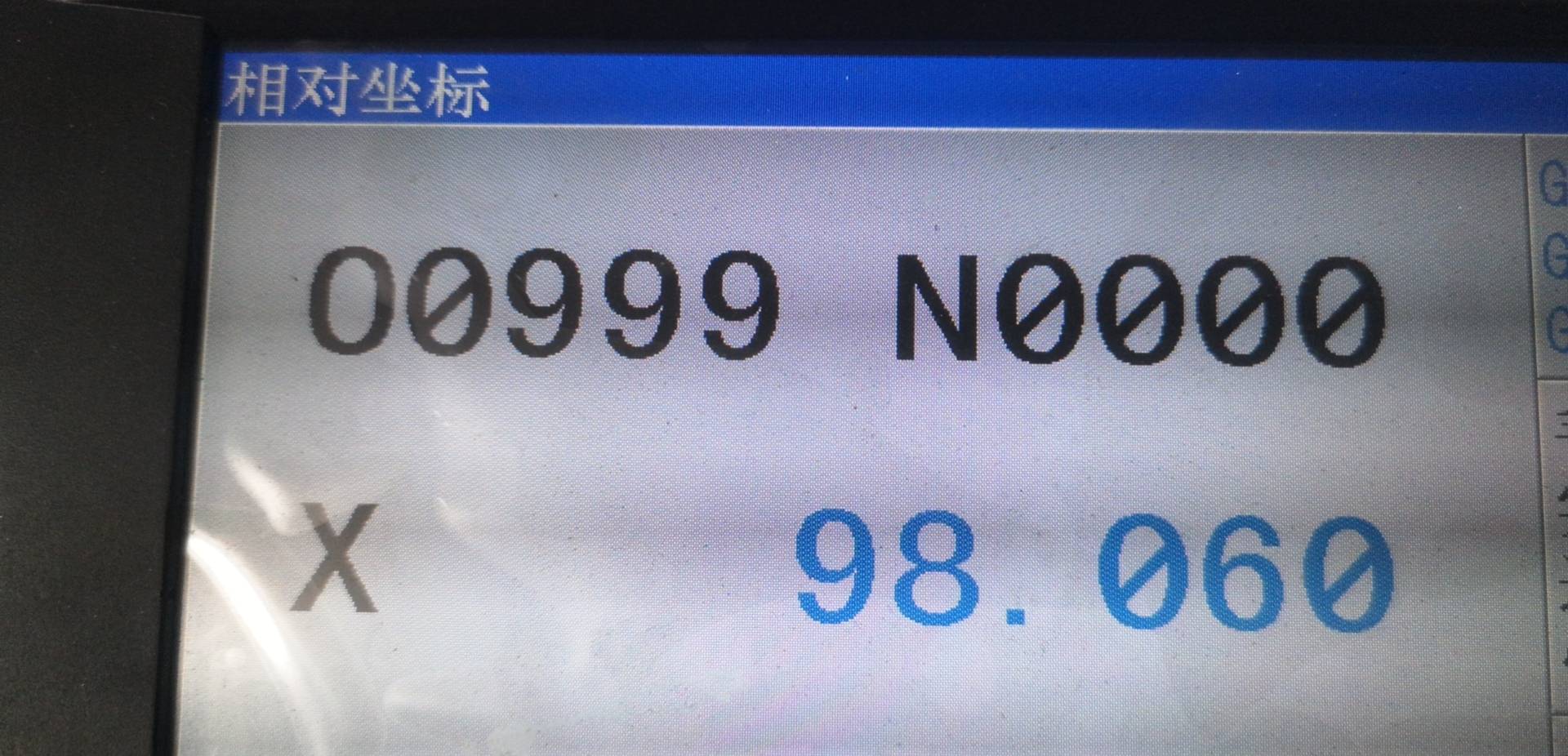

 0 e- n5 G8 t, X" W0 f* \
0 e- n5 G8 t, X" W0 f* \