论坛复活了,一转眼玩
来报个到[呲牙]
出99成新红箭小象木工
松木风化拉丝复古柜门
小木马
裁边刨
配料 发表于 2020-03-31 02:15: j3 F/ e% j3 T5 _+ Z/ E 我估计是你电源的问题。这种伺服一般使用三相200V电压。你因该是用的单相220V的电。这也可以使用,但是输出力矩要比三相的要低10%-30%。如果有条件试一下用三相200V看看是否问题排除。另外我还有一个观点与楼上的一样,接个刹车电阻试试。因为一些驱动器里是没有刹车电阻的也有可能这部分出了问题。看你电机参数,因该是属于中高惯量电机。如果按照这么算的话,额定转速应该是1250转,最高转速才是2500转。当超过1250转时,转矩会无限变小。是否真的是主轴功率不够报的警。
举报
泡沫0o 发表于 2020-03-31 13:55 % z3 p4 c- ?: w0 d5 \9 d* x设置问题
lzzasd 发表于 2020-03-31 15:21 9 }) g( N) J& w( F2 v& F7 k再生电阻用在大负载需要急停的场合 基本上是不会遇到的 : v5 ]/ L- E1 } 又看了下你的帖子 可以肯定的是不要在再生电阻上浪费时间了 你没搞清楚到底是什么过载 一般过载是电流过载 你钳下电流就知道了 可能是设置参数里电流设小了或者驱动的电流检测电路有问题 反正是驱动的可能性大些 另外三相220V用单相220V是没问题的 6 E; W8 V. O( F6 m* Y0 b我买的800W速度模式 加工铁没问题 机架不行刀经常干断
cnc大学 发表于 2020-03-31 14:02( k3 t$ v9 u$ w3 s7 k4 a 具体是哪一块的问题呢,前辈给点意见
cnc大学 发表于 2020-4-1 12:519 Y9 V8 S4 e9 k( Q! z- t 观察了一下在转速1300的时候驱动器监控平均转距就已经到百分之120了,已经达到了这个图上触发过载的临界值 ...
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
自制diy10寸燕尾升降重型台锯
《象鼻神》——附雕刻详细过程35图
论坛复活了,一转眼玩木工也有十年了
 发表于 2020-4-1 13:31:43
|
显示全部楼层
发表于 2020-4-1 13:31:43
|
显示全部楼层


![来报个到[呲牙]](http://piczuojiaju.cncdiy.cn/block/06/06acc05f8782fc3c9b40b04db3b0e565.jpg)





 现在用的一比一传动,手上还有个三比一的同步带轮,实在搞不定就增大传动比求速度了,攻丝啥的就不奢望了。8 l% y$ _ z l8 [
现在用的一比一传动,手上还有个三比一的同步带轮,实在搞不定就增大传动比求速度了,攻丝啥的就不奢望了。8 l% y$ _ z l8 [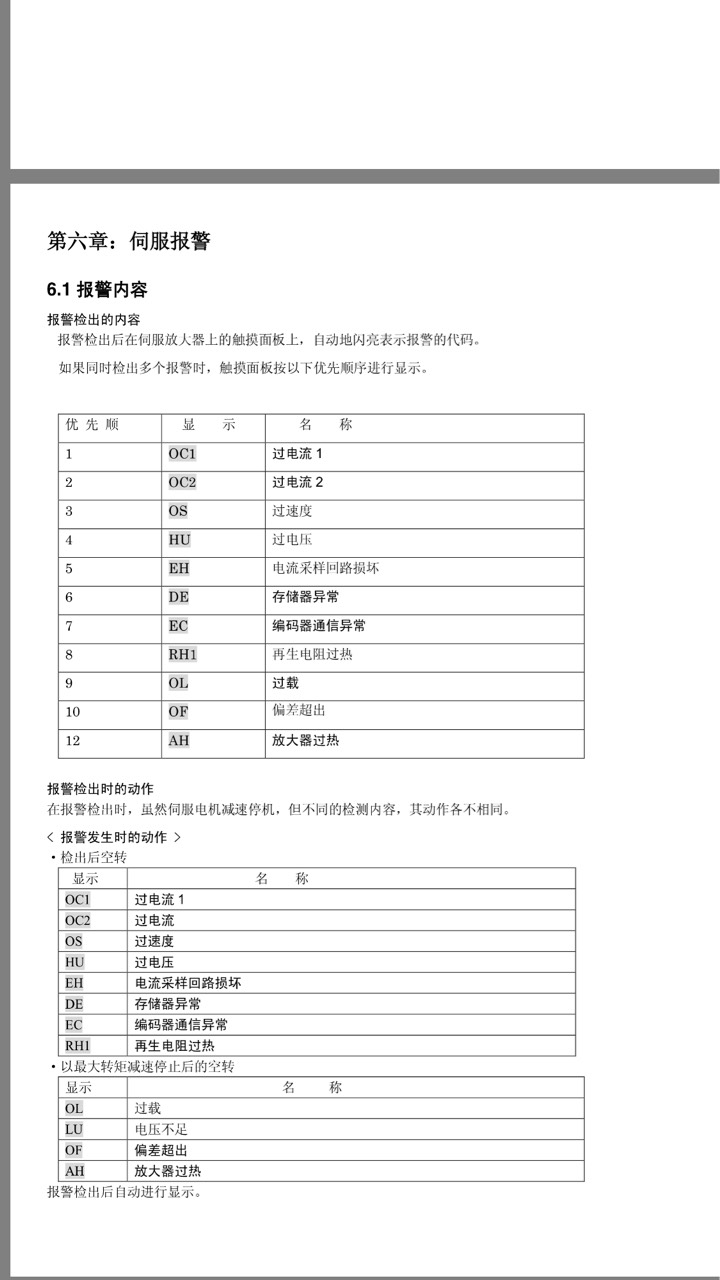
 " i0 n9 H; c. n& p r0 }% e
" i0 n9 H; c. n& p r0 }% e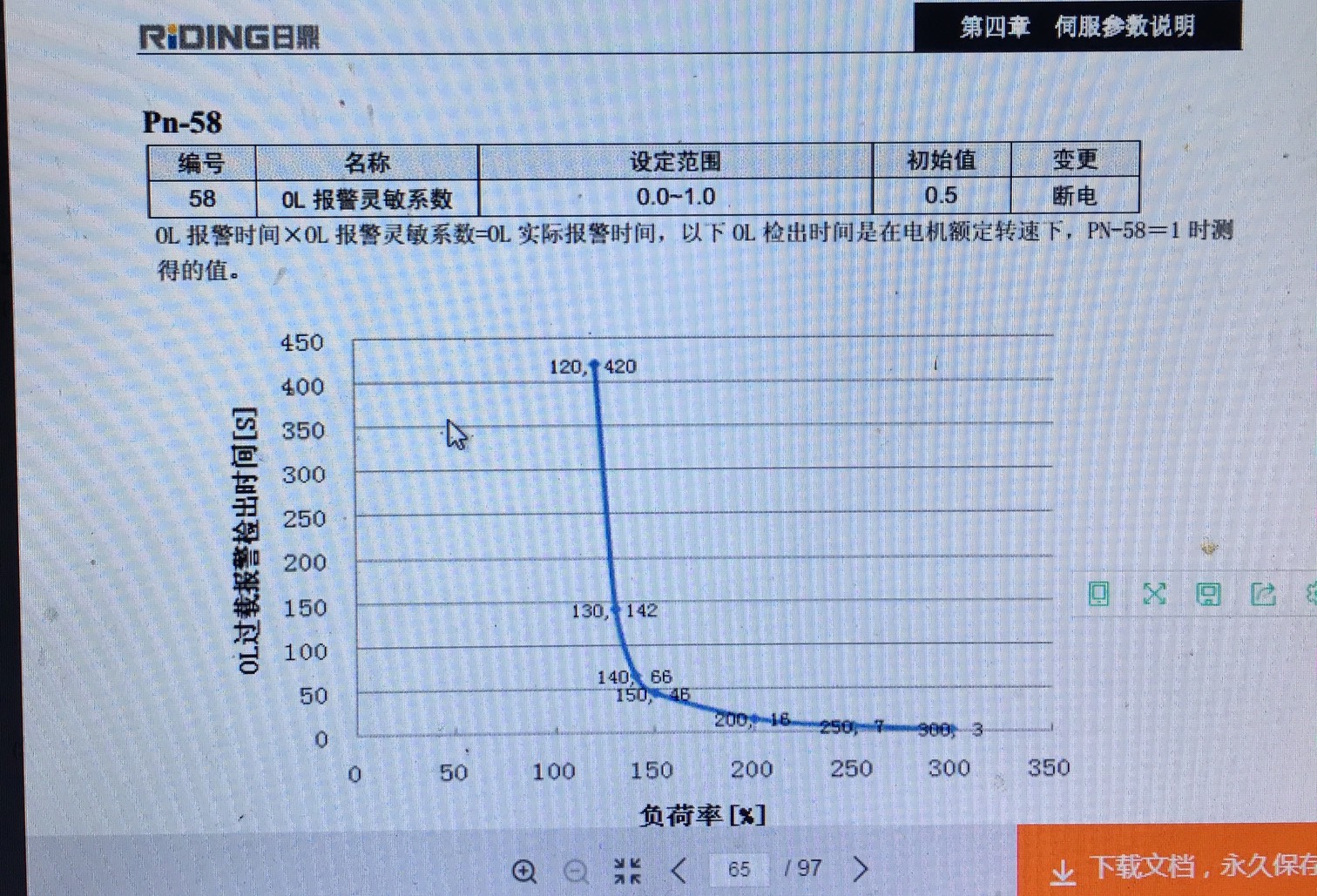
 绕了一大圈
绕了一大圈


![来报个到[呲牙]](http://piczuojiaju.cncdiy.cn/block/27/2782f40ddb4b84e0e62a6c34db747d0b.jpg)