|
|
楼主 |
发表于 2019-12-24 16:33:36
|
显示全部楼层
6 E7 v5 _6 ?# F5 S) }3 D" W首先感谢您的耐心和丰富的知识让大家大开眼界。他的理论是完全脱离现实的,而且是完全没接触过就夸夸其谈,还有就是满屏的侮辱性,攻击性的文字。2 V' i) x' @2 X' s
, D, H. c) U/ D. E; ]. S2 \5 c
如果他玩过维宏正版卡+伺服组合就不会说出F6000连一个伺服电机都带不动这么弱智的话出来了。 S) Q* H' T) M. J
- |! r7 I; E7 ^9 r
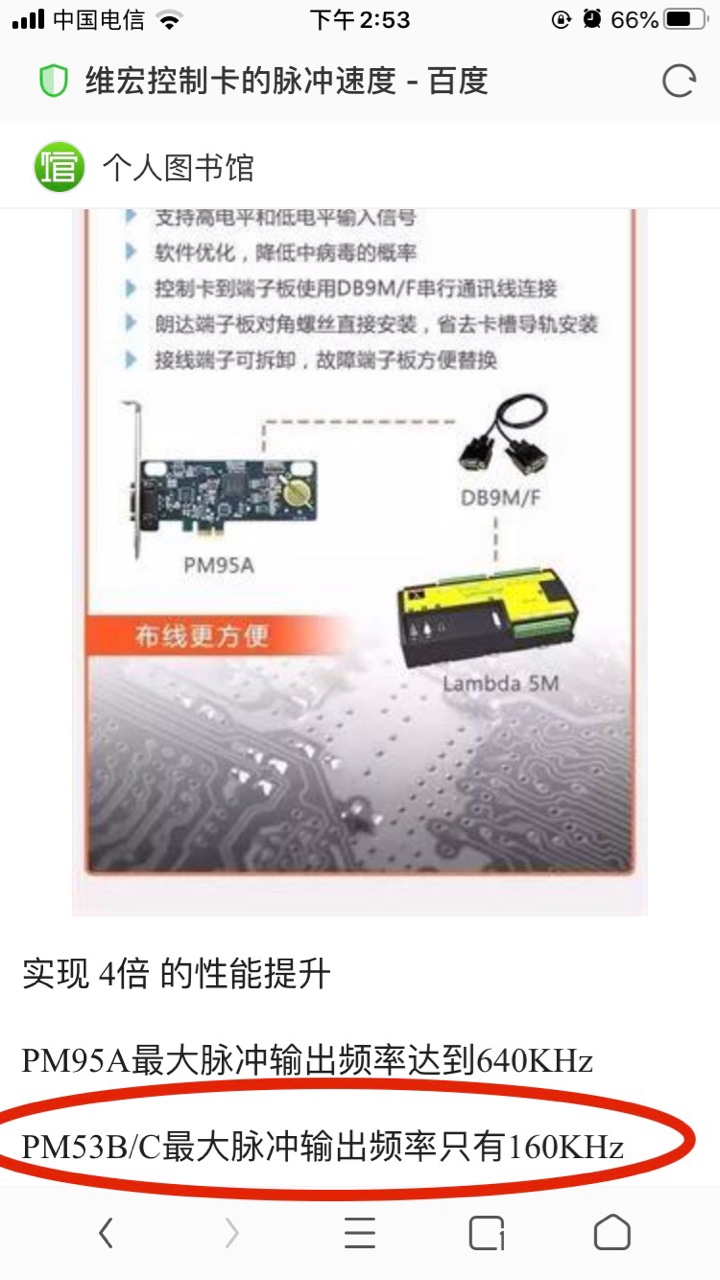
维宏多少K的脉冲咱不关心,只知道带着3个伺服电机其中2个跑F5500是完全没问题的,我机器返厂了不然0 c, p8 S6 \# x" P k! ~) r
立马展示F8000出来马上打他的脸。- o& Z" P; y" W7 R5 H
5 {0 E+ f8 |7 L' z7 U6 |2 Y
另外伺服通常是1万脉冲一圈的,并没有你那个数字那么夸张。
: `' E6 r3 C( L8 c8 }
, P. V. e4 d5 i* M8 [6 n+ l; O# S1 }) _" D: R* R4 c8 O# i
3 q7 }/ v7 X) W( {: F4 B: ?, M% m* h# }+ r3 d# W+ z% }3 O
|
|








 发表于 2019-12-24 14:00:07
发表于 2019-12-24 14:00:07

 。大刀线速度也是不错滴
。大刀线速度也是不错滴