|
|
 发表于 2019-7-4 16:59:24
|
显示全部楼层
发表于 2019-7-4 16:59:24
|
显示全部楼层
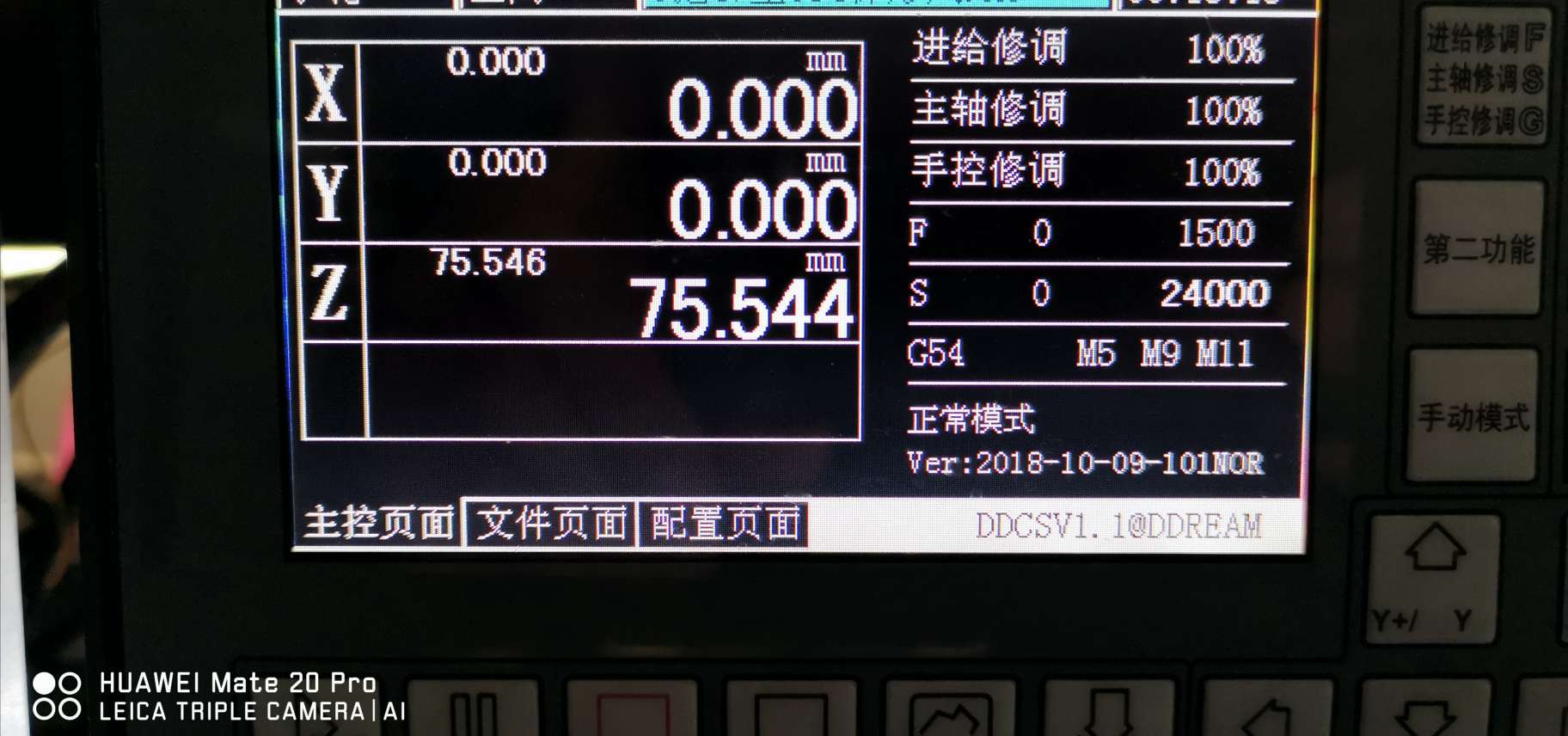
4 e, ]3 Z9 ~. Z5 v+ |: c* n" H9 W$ g我做个测试Z轴对刀与对刀块关联不大,准不准与刀关联老大了!
7 A4 H( O2 Q+ L2 ` D
3 [5 U8 b- i3 d, \0 n1 W: E你用表的话因为是单点接触所以非常准,如果你用多刃铣刀的话得到的误差会很大的。
" ~% m. l0 g" b( b9 T# n9 a+ E: z. c9 J3 r: E$ M7 H" G2 `
同样用平底尖刀的话也是很准的。
, b) b; V) p/ W
i. D1 _2 W% e你这样测的是机器的精度,使用过程Z对刀达不到这个精度的。
$ t* a4 M' _5 T6 m% } |
|








 不用好奇
不用好奇