快捷登录
ks120斜切锯转让1
没有好料做,只能将就
给小车配上推把
做了一个挂衣架
小条凳刷油
BAN LIVING凳/几
qxdgczc 发表于 2019-03-27 07:44$ L5 d/ A1 u; Y) U) Z 这种辅具,想通透了是一回事,真能做到楼主这么精确标准的又是一回事。我还停留在想不通的地方所以从不敢下手双面牌
举报
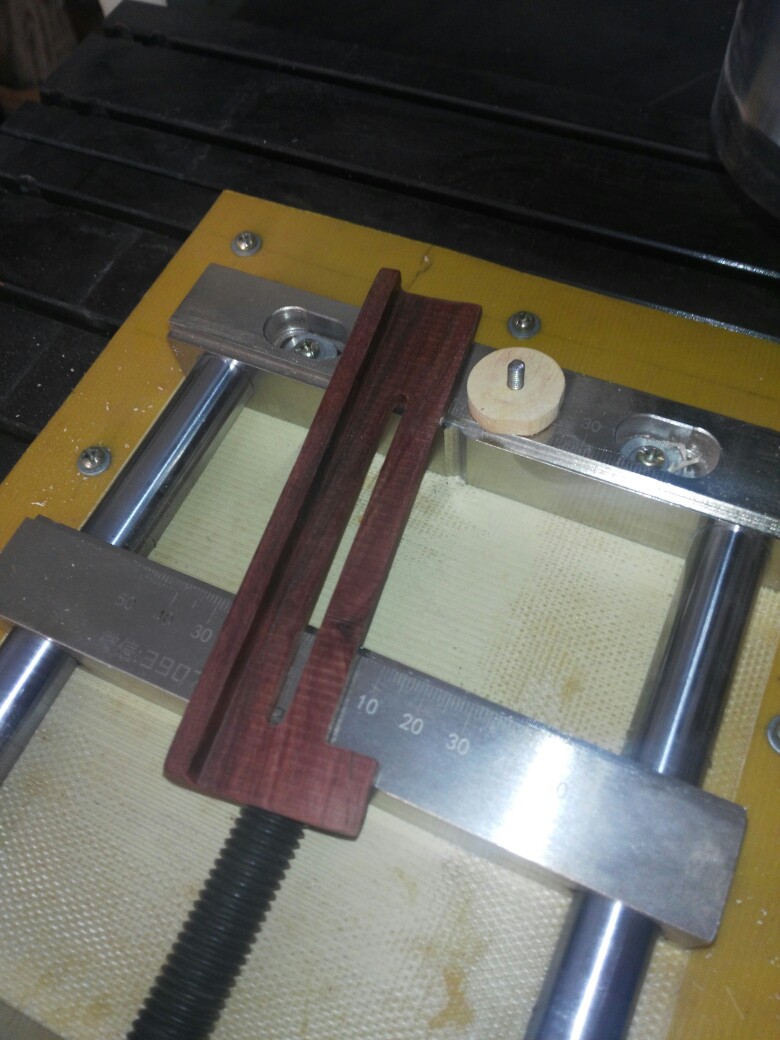
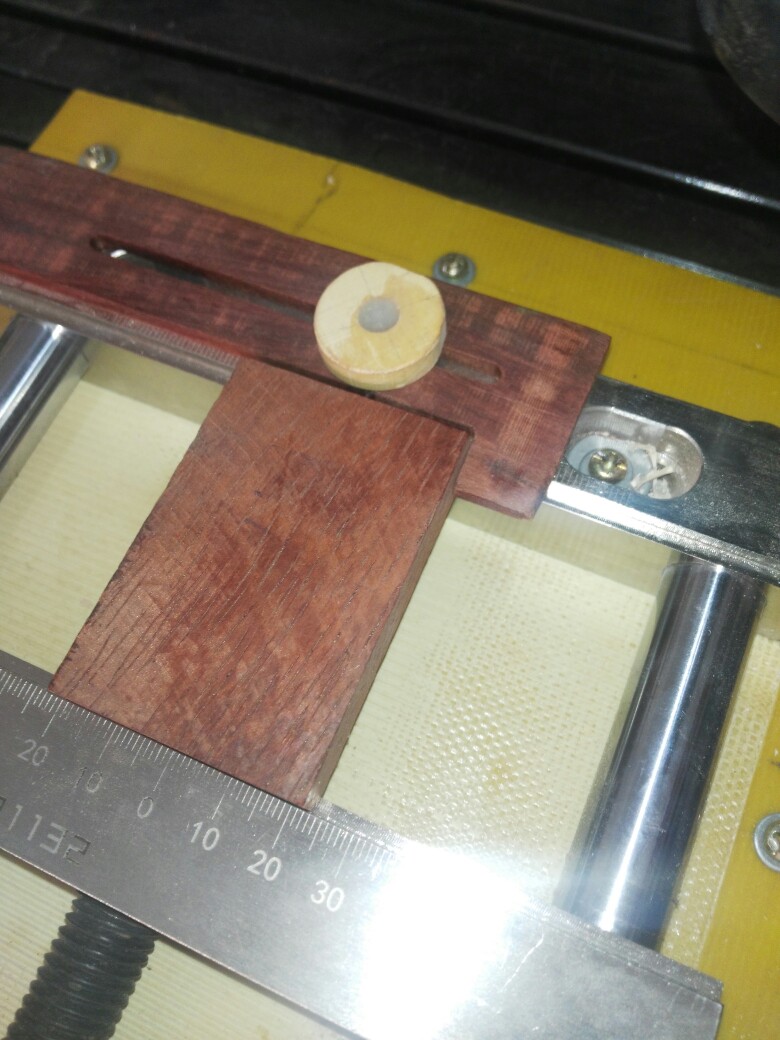
往事随风去吧 发表于 2019-03-27 09:52 , g5 m$ f. h" E! O除非很强的的四轴机A轴翻转180°镂空,除此之外,随便什么方法,可以说都没有我这种钻孔定位精确,不信大家晒晒实际效果-----因为那些方法,早年都玩过了的,多少都有偏差,这种方法,在机器和平口钳安装合格的前提下,理论上是没有偏差的。: x# N6 M9 p: {: j1 O3 p E; i* o 当然可能的前提下,铣刀最好4MM或者6MM的,翻面对位时,铣刀反装,用刀柄去定位那个孔,最好有个验棒去对。
钢钢 发表于 2019-3-27 10:15 $ v$ ~2 ?7 T/ b% C* g3 l6 [哈哈,主要是都不做夹持定位、靠山系统。 - R) R t( h# G+ ]! p就像佛哥的平口钳上翘误差1.1丝,我的四六牌夹持上翘误差直接被 ...
往事随风去吧 发表于 2019-03-27 09:52 H R, t- y7 C+ I/ P除非很强的的四轴机A轴翻转180°镂空,除此之外,随便什么方法,可以说都没有我这种钻孔定位精确,不信大家晒晒实际效果-----因为那些方法,早年都玩过了的,多少都有偏差,这种方法,在机器和平口钳安装合格的前提下,理论上是没有偏差的。6 p! J" d. |4 g' i4 N 当然可能的前提下,铣刀最好4MM或者6MM的,翻面对位时,铣刀反装,用刀柄去定位那个孔,最好有个验棒去对。
往事随风去吧 发表于 2019-03-27 10:19 7 @: s$ U3 y0 o/ [( \ i挖槽固定和你这个完全就是一个道理,牌子料都要铣四边的,否则都是空谈了。' G7 {8 r8 V. J7 D% u" M2 b R" ^6 U 有铣边的时间,我早就开好孔啦
黄小哼 发表于 2019-03-27 07:19 " n3 U3 r& ^# _+ [2 M6 z6 u" B楼主那个钳子是打印的?有资料吗?
往事随风去吧 发表于 2019-03-27 09:520 v, N! z2 P0 l- I; Z) F 除非很强的的四轴机A轴翻转180°镂空,除此之外,随便什么方法,可以说都没有我这种钻孔定位精确,不信大家晒晒实际效果-----因为那些方法,早年都玩过了的,多少都有偏差,这种方法,在机器和平口钳安装合格的前提下,理论上是没有偏差的。: J* d4 P) M$ B" g/ M 当然可能的前提下,铣刀最好4MM或者6MM的,翻面对位时,铣刀反装,用刀柄去定位那个孔,最好有个验棒去对。
钢钢 发表于 2019-3-27 10:28 2 ^% G' q/ Q( _2 p0 k- }1 t有点像ps和精雕灰度图之争了,当然这个事,两种其实都可以。只要是普通钳工,都会注意测量的方式,所以我 ...
qxdgczc 发表于 2019-3-27 07:444 D: A. Z, J8 U 这种辅具,想通透了是一回事,真能做到楼主这么精确标准的又是一回事。我还停留在想不通的地方所以从不敢下 ...
往事随风去吧 发表于 2019-3-27 10:428 H+ y3 s [% L/ U x 你这个算钏钏的技巧好多年前都有的东西。5 ]1 c! p4 ?2 _% H4 W* `( m 0 h$ v: b8 H2 [8 }) K* P! Z第一你这个一样要求机器和平口钳的安装精度,机器 ...
往事随风去吧 发表于 2019-3-27 10:42 $ `" b3 H/ G/ ~6 D+ g# o你这个算钏钏的技巧好多年前都有的东西。 $ F; v+ D) h7 A9 V( `$ J y) `( U1 X8 X @ 第一你这个一样要求机器和平口钳的安装精度,机器 ...
钢钢 发表于 2019-3-27 11:06 ; B% Y: B( C0 B R4 Y, g我现在是第三遍说了,(这种是有,我也是总结的),能做到不铣直边雕的很少好不好? J# j4 X7 H7 }; J( a0 P3 r; h就光光一个限位针头 ...
往事随风去吧 发表于 2019-3-27 11:22 7 z/ }; W4 w+ j0 w能做到不铣直边雕的很少好不好?2 i9 W2 q7 \/ }1 I5 d 2 q: Q3 Z3 e. H. m* u- ]你的意思是,牌子先铣好四周直边,之后再上平口钳?
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
本网最丑肯尼迪
极品工具?再看卡尔.霍尔蒂制作的木质长刨
没有好料做,只能将就了
 发表于 2019-3-27 10:42:49
|
显示全部楼层
发表于 2019-3-27 10:42:49
|
显示全部楼层









 . p* S5 Y9 T$ n7 n
. p* S5 Y9 T$ n7 n 6 q. ]! g! ]' m M
6 q. ]! g! ]' m M