|
|
 发表于 2021-4-6 10:25:48
|
显示全部楼层
发表于 2021-4-6 10:25:48
|
显示全部楼层
本帖最后由 fdgang 于 2021-4-6 10:32 编辑
; j& h4 o; B# g% C9 f( E
% `0 ^ D5 T: h) S* l& d这个是Gemerate PFG的G代码:其中把“G0”改成"G00","G1"改成"G01"了。( n* {3 I" z4 V' h' G2 \# I
2 O* E5 P) d8 }, g1 I0 `(This GCode script was designed to adjust the Z height of a CNC machine according)& T* x$ E$ N% H3 N2 d, x0 o- a
(to the minute variations in the surface height in order to achieve a better result in the milling/etching process)$ w+ ?/ d" A3 O H9 L" d2 R
(This script is the output of AutoLevellerAE, 0.9.5u2 Changeset: ...2d0387 @ http://autoleveller.co.uk)# {, w( Q+ X2 q6 \
(Author: James Hawthorne PhD. File creation date: 06-04-2021 09:58): U3 `* y% h- ]- m
(This program and any of its output is licensed under GPLv2 and as such...)
! R/ q) K3 m a# @(AutoLevellerAE comes with ABSOLUTELY NO WARRANTY; for details, see sections 11 and 12 of the GPLv2 @ http://www.gnu.org/licenses/old-licenses/gpl-2.0.html)
9 G- Y3 m1 A7 S5 \9 o
/ J+ @- a ]) B( l( `(The following is a checklist which can be used before the probe routine starts)
2 G! t) \1 d+ w1 Z" {' {1 c(The checklist may not be entirely correct given your machine, therefore you should make your own adaptations as appropriate)
% y5 d- e0 E1 ~(1. Make sure wires/clips are attached and the probe is working correctly): \8 x) d# Y( P0 w
(Test probe connections within control software before starting), W+ v8 X; J' V& t/ V
(2. Home all axis)
c$ X e2 s/ q" j(3. Load GCode file that contains the probe routine into your software controller): e$ s4 G0 U, V; o0 w7 W
(4. Jog tool tip close to surface and touch off Z)2 W( w7 p+ h7 B) I( j/ C, D
(5. Jog Z up a fraction to make sure surface is cleared)( m4 j9 C" ?! @& H0 U7 X
(6. Jog to and touch off X and Y at the desired bottom left corner of the probe area)
. J: X$ {' m7 o- j(Note: The first probe will touch off Z to 0.0 when it first touches to the surface,)
1 M& P q5 Q: d! W2 T+ i(all other probe values are relative to this first point)
! W0 P" J; t! x1 E6 o. Y0 Q$ M9 j9 B. m* f5 [3 [5 m( z
G90 G21 S20000 G177 z; q7 @" C# v
# }& u c. W8 f" b6 x
M0 (Attach probe wires and clips that need attaching)% u( M- O/ n& c2 l0 q) G
(Initialize probe routine)# J1 R* ?! [. }
G00 Z25 (Move clear of the board first)) x; X" q* X0 F/ n3 t+ j
G01 X00 Y00 F600 (Move to bottom left corner)
3 x& U9 R }* K% tG00 Z03 (Quick move to probe clearance height)( X# D6 v0 Q. [1 g; H
G31 Z-10 F100 (Probe to a maximum of the specified probe height at the specified feed rate)
9 T3 }8 A1 S5 z5 A! f# i+ |G92 Z00 (Touch off Z to 0 once contact is made)
4 T" [9 `7 m; z% a VG00 Z03 (Move Z to above the contact point)
# V) u) E) G' sG31 Z-10 F50 (Repeat at a more accurate slower rate)3 Q, X& ]1 ]. a3 v- k% |) J
G92 Z00( D* ?3 M$ C# p! L# s9 Z+ t! c
G00 Z03( K6 O, ]. O- Q$ h" k5 B6 p( ]
4 x+ a$ j/ Y2 X d: Q# [) H! {
M40 (Begins a probe log file, when the window appears, enter a name for the log file such as "RawProbeLog.txt"), r, ?6 j. ~8 h) K% t" |+ n
G00 Z03
5 _" x9 y2 L& q8 zG01 X00 Y00 F600
& s6 }5 \- C: i. N8 E( g0 ^# uG31 Z-10 F100
; C$ u. V% w( J: g7 m9 t( HG00 Z034 Q' P3 i2 A9 D% B; Y( T/ o, } B$ {
G01 X13.25867 Y00 F600
o9 E+ L& S: V; ~G31 Z-10 F100
' M, i7 d$ f0 ^; y" h% o( eG00 Z03* `, f/ D! r' f% C
G01 X26.51734 Y00 F600$ u6 I! @7 s) D" z0 A
G31 Z-10 F100
, z9 H) I7 J1 L/ v2 K3 w9 I6 E! GG00 Z034 W) ~! u. A7 Z1 l: r+ D
G01 X39.77601 Y00 F6002 @0 |# \0 }, i& Q# Y! f9 e: Z6 i
G31 Z-10 F100! O& C( o) b7 c0 E8 w U
G00 Z03
0 a- x5 X5 {' B1 n: {G01 X39.77601 Y10.83362 F600
, d, n$ J, d/ k, J2 X. lG31 Z-10 F100
3 x( W3 W; r7 L1 J! v' z/ q6 iG00 Z03
+ f" M) x2 B& A- `. tG01 X26.51734 Y10.83362 F6008 \, u# y! S/ `, k7 f. O B
G31 Z-10 F100
1 d/ L% q* B& ]9 F7 b9 ?0 b$ l; iG00 Z03
: n% H' r; z R, FG01 X13.25867 Y10.83362 F600& ^# f/ u0 b& y) x
G31 Z-10 F1008 E8 s- Q& {1 [4 d. ~1 w
G00 Z03
( g! h8 ]9 m( P* W' w' z7 E( SG01 X00 Y10.83362 F6004 p" S2 H" M/ X/ ]5 D$ A
G31 Z-10 F100$ D/ W2 R# j8 P& L
G00 Z03
* s) F: b: Q& X7 u; xG01 X00 Y21.66724 F600
* i& ^6 b0 W9 D. J) aG31 Z-10 F1006 \. h8 G4 S$ K7 Z
G00 Z03
3 C" K, ^( F2 F( @G01 X13.25867 Y21.66724 F600
' d2 n, k. B3 D9 mG31 Z-10 F100
: n f1 f' g/ s" c8 _( {1 uG00 Z03
/ J+ K5 C; V$ O- vG01 X26.51734 Y21.66724 F600
" x9 ~. H3 v# U; u1 p; QG31 Z-10 F1001 Y; Z+ j! ]% E9 k5 J$ _
G00 Z03! e9 K/ V, X3 E" w' B0 p
G01 X39.77601 Y21.66724 F600: q7 t: m) f1 r
G31 Z-10 F1000 w! C; E9 d" B F# f
G00 Z03
% n; o8 u& j- g8 r5 h3 T/ z! OG01 X39.77601 Y32.50086 F600
" m6 f! [$ ]" ^- rG31 Z-10 F100
4 P/ [! d+ P$ a5 [1 k1 L. V9 KG00 Z03
3 Y' [, m3 m3 U* x; LG01 X26.51734 Y32.50086 F6003 h" P% w e0 L7 I
G31 Z-10 F100
' R- a. B% v" Z: wG00 Z035 W1 |/ Q4 p. P( |
G01 X13.25867 Y32.50086 F600
5 ?& c( m; k) K% n3 pG31 Z-10 F100
) Q; `& R, o- w0 MG00 Z03; d* U& w4 w3 V7 r* \
G01 X00 Y32.50086 F6003 R2 J; C0 |5 E: M0 W
G31 Z-10 F100' @! U# |% v4 \/ I, E! o
G00 Z03
( }) f# F/ e( X: J: rG01 X00 Y43.33448 F6001 b* u; j. u1 J* ~& N7 N; X# ?7 M
G31 Z-10 F100( J0 e' e/ h$ l. u
G00 Z03
# ~2 r$ b& I& `+ c* s1 ?3 {+ o' ^G01 X13.25867 Y43.33448 F600
. Z' n5 ?0 \5 s% _G31 Z-10 F100
$ ]! U& |7 _/ X& h& {7 d' r9 D5 XG00 Z03
6 y! U. R! j) HG01 X26.51734 Y43.33448 F600
9 B1 W( F- h' J/ s1 O; |9 @# cG31 Z-10 F100) P( ~9 Q) ?4 v5 v1 r" x/ a2 T7 V
G00 Z030 }2 J/ \0 e% m# v" Z7 ?
G01 X39.77601 Y43.33448 F600& q% C; j( Z; |& F G0 f
G31 Z-10 F100% d* R P% Q }, ]7 n) g, e
G00 Z03+ z. N, i/ w, d! T# U3 }; l
G01 X39.77601 Y54.1681 F600
. s- w% _4 S$ I* d2 sG31 Z-10 F100$ d' ?) f% P& [' E9 j2 [
G00 Z03
( h& }' w9 I: G+ PG01 X26.51734 Y54.1681 F600
- x' ]* I1 G/ m0 p, g. RG31 Z-10 F1004 L% l1 M+ ^7 a1 m
G00 Z03/ I2 ^2 ^7 L8 V9 V6 L! w
G01 X13.25867 Y54.1681 F600
+ o, I$ q7 H* p" E; |* rG31 Z-10 F100
. h( _' r% P9 d7 U; S" kG00 Z03
. l X |& P5 g5 Y$ c- g/ tG01 X00 Y54.1681 F600' l* ~3 ]9 b3 I2 \# z1 ~
G31 Z-10 F100
: X- ^# w: P& V2 mG00 Z03
' m: N% z6 l: B: p6 ]( F0 qG01 X00 Y65.00172 F600
2 h% B- w- O- J8 KG31 Z-10 F100. p, s3 A6 Z; ^# u0 m1 a
G00 Z03+ j0 Q2 l: o5 A
G01 X13.25867 Y65.00172 F600. v& r- [" `/ j+ Z8 H9 d4 e
G31 Z-10 F100) U0 F. n! m2 l$ V \& @
G00 Z03
/ m' r3 U8 t3 X7 C" eG01 X26.51734 Y65.00172 F600
- E- y" N5 l4 l; w. t1 _% j8 [4 jG31 Z-10 F100
) ]( ~" j" c( `" n7 RG00 Z032 k3 V3 R$ B" d8 t& l- Z; p: P* g
G01 X39.77601 Y65.00172 F600
. i* T& |! Y m/ ]% l& ?6 Z- h# uG31 Z-10 F100/ F% o$ t9 V" \+ v+ D+ ]: n8 q* @* O
G00 Z030 k1 k6 N$ S4 M; o9 b- z! k6 v
G01 X39.77601 Y75.83534 F600- B( G) |7 G- n: h
G31 Z-10 F100
0 H) O) \7 k/ B% x: AG00 Z03
8 ^7 y* Q2 O( P, H8 i; X7 rG01 X26.51734 Y75.83534 F600& F0 ~4 @1 K, h3 g/ k+ @5 F
G31 Z-10 F100
# T# D( T& S& SG00 Z03' N* C! U: R- g
G01 X13.25867 Y75.83534 F600
& v2 p+ \* ?0 |( S+ }% O7 ~1 b7 N/ EG31 Z-10 F100
6 z9 V( [1 K8 B, jG00 Z036 O2 R3 P- r* |& u( A' v
G01 X00 Y75.83534 F600( P m# E5 z$ O$ X
G31 Z-10 F100* K; M5 V% g: u: n+ K. S
G00 Z03
9 ?0 M$ h4 k) `) d4 U* g1 mG01 X00 Y86.66896 F600, a9 y6 F* O% g* K! c- w
G31 Z-10 F100
0 k+ [: B) B6 F! g$ \& zG00 Z03
s. b8 a2 r: ~# y' i% A5 \G01 X13.25867 Y86.66896 F600
( h r- Y1 `3 R2 d2 g# EG31 Z-10 F1005 v; U' D. L# b4 R. H1 V
G00 Z03
1 |. S6 B' I' O1 Q) S$ R+ N6 `* f6 H8 XG01 X26.51734 Y86.66896 F600
3 G8 f$ h u' |1 Q+ o5 Y7 W4 JG31 Z-10 F100
' L( m- B5 [5 [. BG00 Z03* _8 R4 L+ [0 D: k* t4 @- D
G01 X39.77601 Y86.66896 F600: d9 \# r5 e& S; R" v4 x% S
G31 Z-10 F100" M, d% l) ^5 [6 A, O3 A7 b. f! g0 N
G00 Z03
9 s- E5 j5 O( e2 zM41 (Closes the opened log file)
" _ k) m: d) ^) C) jG00 X00 Y00 Z25
8 `; D9 b7 h1 s, Y' A$ f- b q( }M0 (Detach any clips used for probing)
& C c4 Q5 e# yM30, h$ u' ?4 m) T* L& y8 v
+ I5 j2 g8 J `
CIMCO Edit 8软件的机床设置为ISO 铣床时的仿真图

2 y: M) B. W# B3 F' }/ d4 i" W
: B) w$ _4 m1 d$ j7 @5 U$ j* j" amach3软件中的路径. R. b& c& U* f/ z0 J: E

# S, ]2 i# K9 ^! I
) H' n& P' b$ Y: l+ d
" B5 g2 W" D, P7 b8 u
" W6 B, M+ ~( X( r9 Z |
|






![来报个到[呲牙]](http://piczuojiaju.cncdiy.cn/block/06/06acc05f8782fc3c9b40b04db3b0e565.jpg)

 ! O! I% u5 ~% j2 ~7 c& j
! O! I% u5 ~% j2 ~7 c& j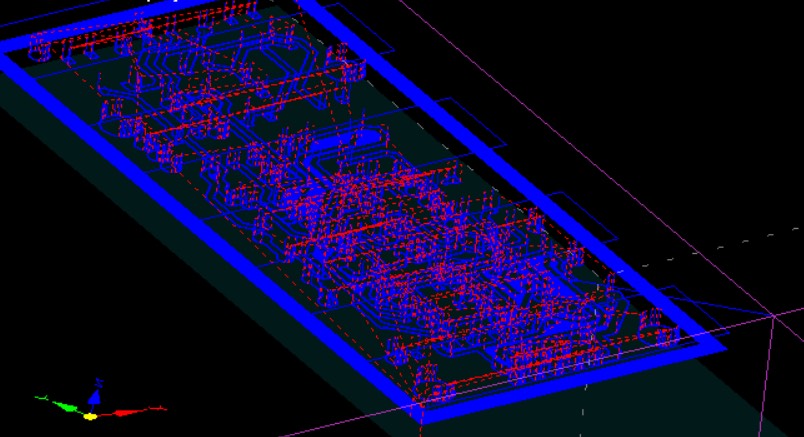


 2 W2 J$ \% \; L$ {
2 W2 J$ \% \; L$ {


