山东潍坊木友 来集合
新人求教问题
《栎树Quercus——202
WM210v小车床
樱桃木书柜和衣柜
8平米木工坊五周年总
使用道具 举报
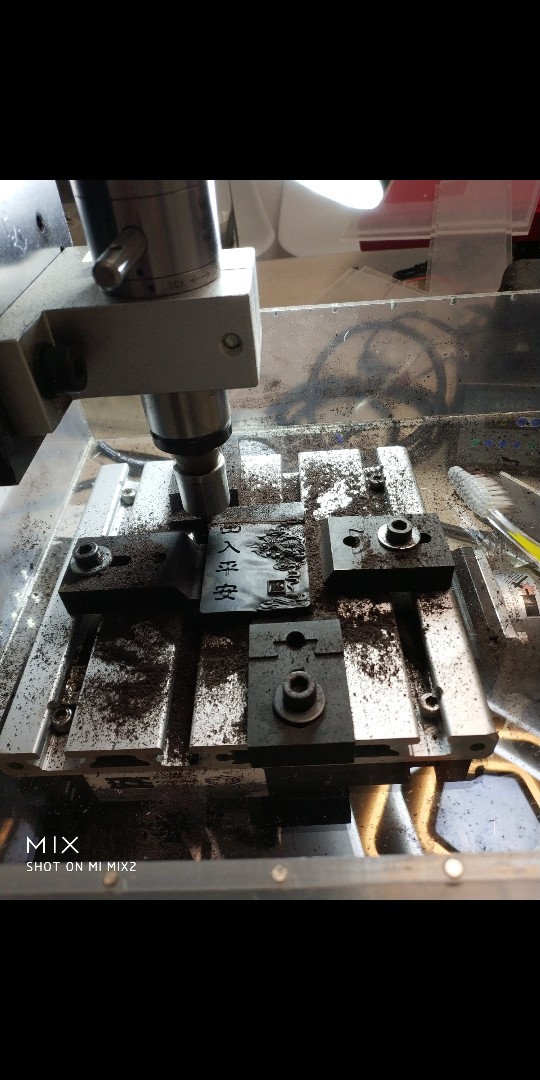
木工diy875 发表于 2018-11-23 21:34/ l. C$ p1 P, U7 A \ q 不对,因为我是一起雕刻几十个,每块木料的位置都是不同的,但是每块木料都是是这个情况,还都是在一样的地方毛躁,只是有的严重一点,有的轻一点,我的意思是在Mach3中或者在精雕中的有关角度的设置,哪里没有设置好
董世成 发表于 2018-11-24 18:16 1 d6 j+ O& ~9 {0 t纠结啥?买个空压机雕刻时绑到主轴吹尘,都不用打磨,直接抛光即可
keithpupu 发表于 2018-11-24 18:08, r3 G2 V0 }/ \3 K8 e 这就是干货了啊 3 q$ W9 t/ M6 u7 E你是铝机 机器本来底子就弱,容易共振 就需要你调到极致,木桶原理,各个方面都达到极致, ...
木工diy875 发表于 2018-11-24 19:06 1 _; F' ~' B- B( h. _# p问题是以前好好的,同时重装了mach3,换了精雕5.5之后,才这样的
优化大使 发表于 2018-11-23 20:071 z) Y/ Y6 R; k# I, D1 c+ r& j 这个对木头来说很正常! 精雕里面有个什么顺铣优先或者逆铣优先 因为我也观察过这问题 可能是木纤维与刀的受力方向不一样导致的结果
木工diy875 发表于 2018-11-24 19:04/ O' }6 w U5 M6 m) I' `% ` 持反对意见,前提是雕刻的没毛病才行
木工diy875 发表于 2018-11-23 21:07( Y; y" N; O2 U 我认为应该是设置雕刻角度的问题,但是具体怎么弄,我不知道,看图可以看出,左边有的地方毛躁,有的地方光滑,也就是说我现在出的刀路,在雕刻某一个角度范围内的时候就会毛躁
小刘木工888 发表于 2018-11-25 11:11% Q; ]; }0 ^& \& Z* F! o1 Z* a 我已经说了,这种情况原因是主轴不垂直,你信也罢,不信就算了,调整一下主轴的垂直度马上就好了,我之前也遇到过,就是这样弄的
本版积分规则 发表回复 回帖并转播 回帖后跳转到最后一页
那些年,我们一起交过的作业。。。
学做木拼画--一只大象
山东潍坊木友 来集合了
 发表于 2018-11-24 21:00:38
来自手机
|
显示全部楼层
发表于 2018-11-24 21:00:38
来自手机
|
显示全部楼层