|
|
楼主 |
发表于 2018-11-13 16:02:43
|
显示全部楼层
心佛既佛 发表于 2018-11-13 15:16  4 r7 z/ C# N+ f# K* q: \ 4 r7 z/ C# N+ f# K* q: \
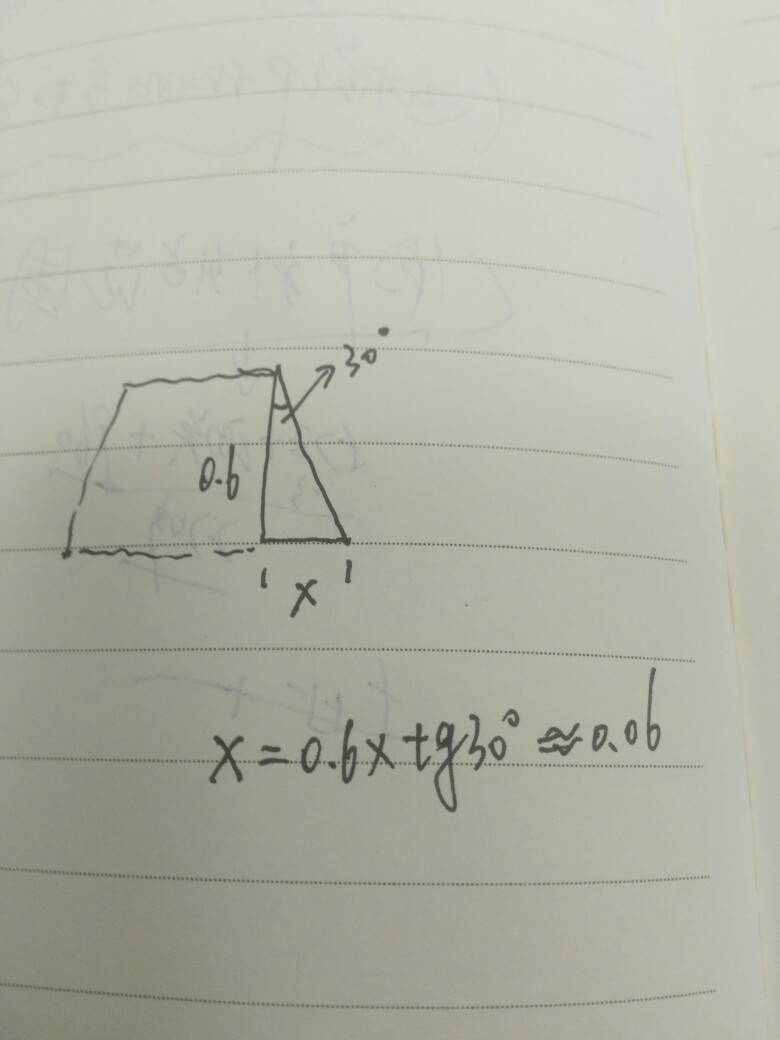
计算器也忽悠我,咋能是0.06呢?+ w1 m. E7 h3 k5 K8 W1 d( ~
0.6×(√3)÷3=0.2×1.732≌0.35
你们都是些艺术派,还没了解我这篇题目,到边角会自动提刀的,没有那么深的,就好像手工一样,太细微的地方就不刻那么深了,你用v-bit功能试一下就了然了。这问题在技术派里面就是太简单了。1 S& |+ X; a% s5 g4 f; W
过两天我出个大招,找名贴刻个章,不过舍不得钱买刻字刀,还是用那把3001刀。! @8 o8 K/ [9 r% M
|
|








 发表于 2018-11-13 13:37:21
发表于 2018-11-13 13:37:21