|
|
楼主 |
发表于 2019-11-16 08:14:22
来自手机
|
显示全部楼层
pzw83 发表于 2019-11-16 00:46; U) u& U3 l; h9 G4 s" t; V
再分析一下,铣密度板与切割的不同之处在于,切割时x轴方向受力更大,走刀更深
3 Z" u$ x" I" M& f如果是移动龙门结构,先排除板材夹紧后平整度问题(移动主轴到板材四角,检查z轴0点位置对不对)
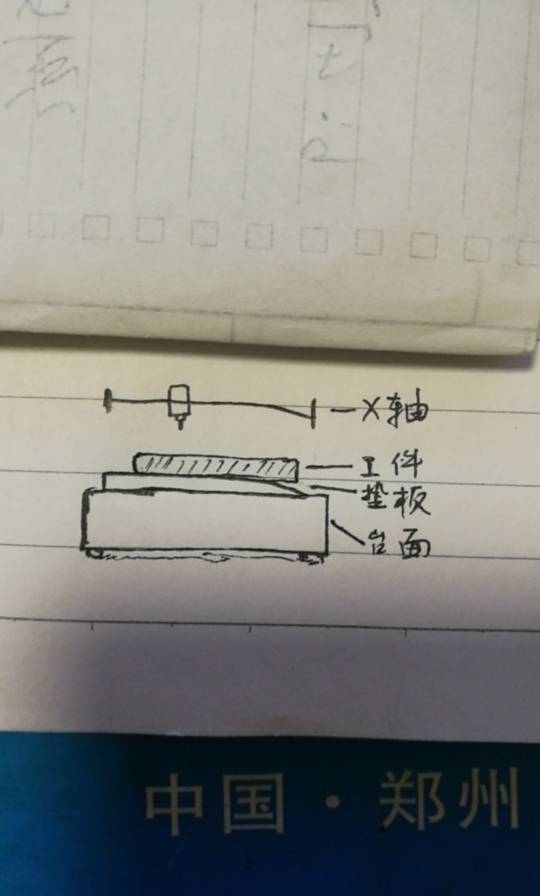
$ I3 v8 p, L7 P' m- I+ a看看有没有可能是主轴径向摆动造成,比如像图中这种情况。
2 C' N- B# B: s2 }- ^8 ` T+ V; P8 b" M5 G8 f3 y, d6 ^
也就是x轴方向受力越大,摆动越明显,
% ]7 p t0 _9 @$ }2 L另外试试用力推推主轴,看看x轴有没有哪里松动或者变形,导致主轴抬高" k7 l9 m9 i/ q
切割时是不是一刀切?试试把刀路的下切步距设小一点,看是不是就平了?' i3 X' M/ Y2 y5 j+ b
) S6 S# ?& `. m我遇到过一个情况,一块小板先铣平,接着换刀雕刻,结果出来一边高一边低,原因是用热熔胶没用对,还没干透就铣,干后撑高了
+ f1 M" J6 e6 Y# G0 u谢谢,是龙门结构,我先去试一下。想起来之前铣密度板时,因为疏忽,导致下刀太深,切到左下角密度板下面黑色真空吸附台面小部分(黑色,不知是不是橡胶材料),然后用玻璃胶补平了(玻璃胶覆盖一部分黑色台面),跟这个会不会有关系。现在情况是加工完后看密度板留下工件轮廓痕迹,左下角是最浅,如果从X轴看,把工作台面从中间分成左边和右边,整体左边痕迹比右边痕迹要浅。如果是台面不平,说明左下角是最低的,其它位置都比左下角高,才会切出工件痕迹比较深。或是密度板垫板是水平的,那是不是X轴不平了,就是X轴左边高,右边低。 |
|








 发表于 2019-11-16 08:55:06
发表于 2019-11-16 08:55:06