|
|
楼主 |
发表于 2019-3-27 11:06:11
|
显示全部楼层
往事随风去吧 发表于 2019-3-27 10:42
9 m) h. H( P% h/ H, N2 U你这个算钏钏的技巧好多年前都有的东西。
/ A8 N8 d: z8 f' b! `6 f$ }, I- x. {- i
第一你这个一样要求机器和平口钳的安装精度,机器 ...
$ W6 N9 c, n- f+ Y: |6 y) B我现在是第三遍说了,(这种是有,我也是总结的),能做到不铣直边雕的很少好不好?
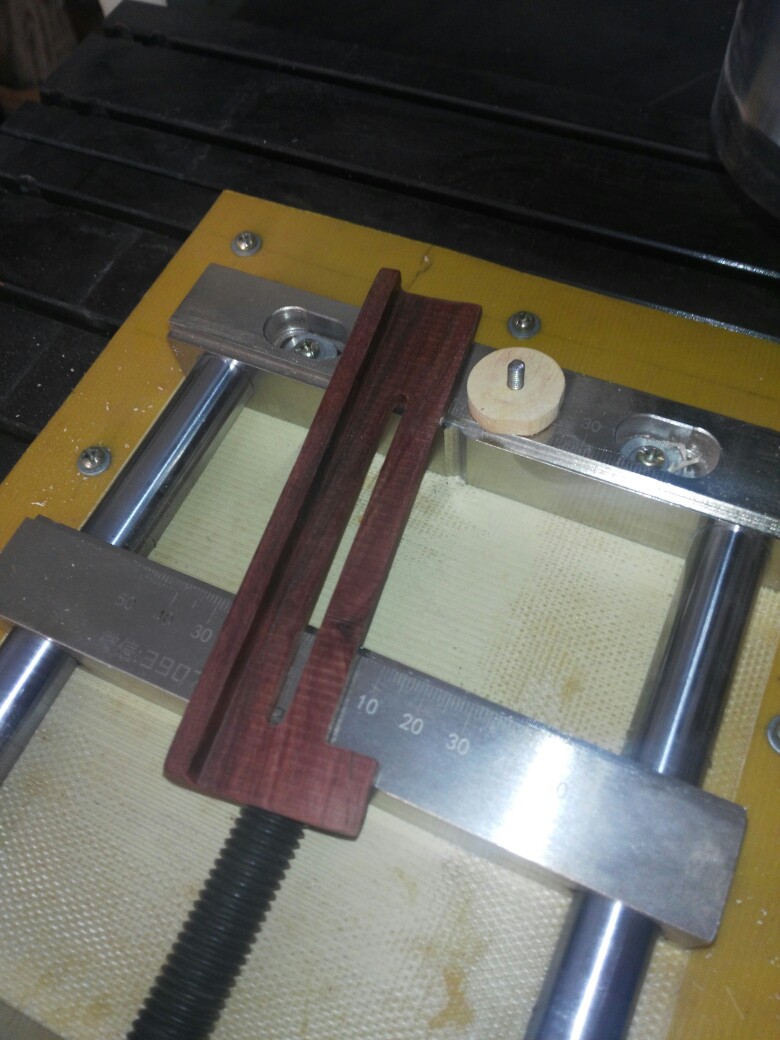
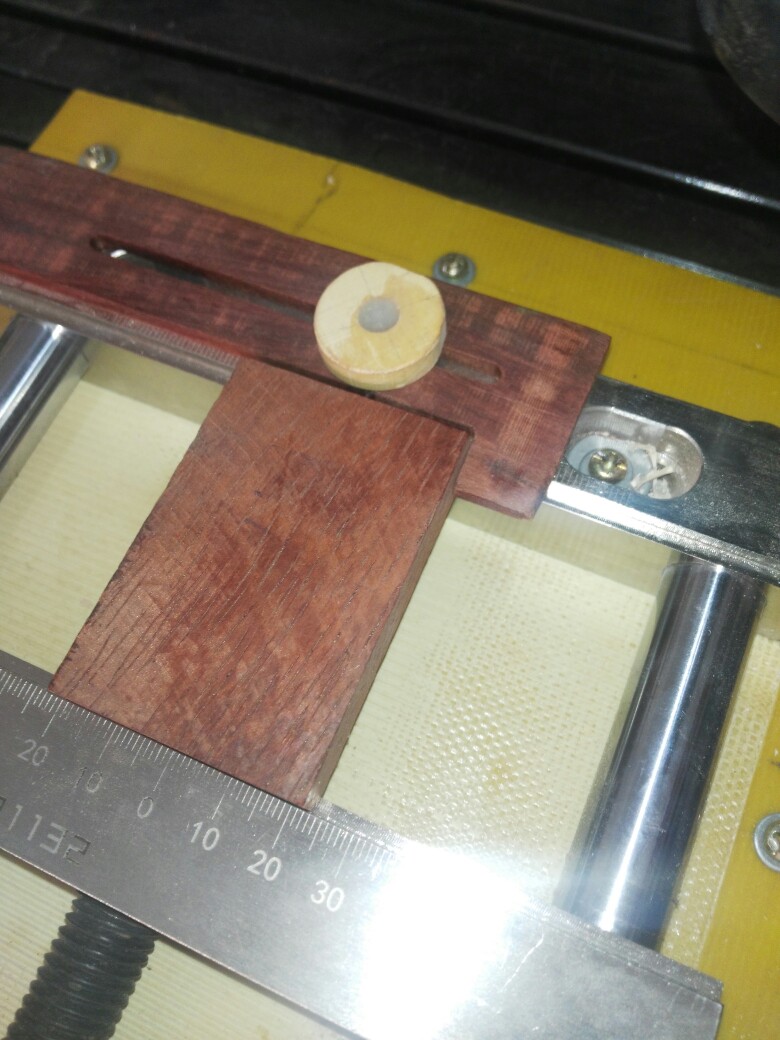
) A3 ^+ \3 a& B% w就光光一个限位针头的形式都有讲究,直径,平或圆底都有说法的,限位针顶的高度、厚度都有要求,测量工件底宽也要讲方法的。是很容易随便就偏差了,但是我相信,一位老钳工还是可以做得来的,如果是一位测量学专家,这样玩就是吃饭一样,用最强的能力去解决一些普通问题,很简单啊。9 d |- b# D+ `5 Z4 \8 R, w
就是解释跨了专业,比较麻烦。用倒是最好用的一种方法。
; l) G/ Q5 D3 f- a8 p1 n |
|








 发表于 2019-3-27 10:19:11
发表于 2019-3-27 10:19:11
 3 x% N1 j) {! g: L9 |0 R: U5 s
3 x% N1 j) {! g: L9 |0 R: U5 s