
如果你经常组装、胶合一些框架或者盒式结构,一般都会选择什么地方呢? 相信大多数人的选择都是木工桌,一些小物件可能在台锯工作台上顺手搞定。但是这些地方要么堆满工具、杂乱无章;要么紧挨机器、操作不便,此时,配套一个专用的装配台就很有必要了。 接下来格木君要为大家推荐一款“神仙级”的装配台,它具有以下4大特点: 可 折 叠 桌面由枫木和两块19.05mm厚的中密度纤维板(MDF)构成,可提供三种不同的桌面尺寸,当两边的桌板都展开时,桌面尺寸最大可达1m×1.2m。 
整体尺寸:1295.4mm×914.4mm×914.4mm 可 升 降 工作台内部装有升降台,配合四个星形旋钮,工作高度可在0.6m~0.9m之间调节。由于高度可调节,所以这个桌子也可以配合其他机床,当出料台或电动工具的支架使用。 

可 移 动 装配台底部设计了滚轮,可以移动到任何舒适的位置。 节省空间:不使用的时候,也可以放下侧面小桌板,将桌子推到一边,或放置在其他桌子下面。 看到此处你是否心动了呢?本文附有图纸和料单,让我们Step by step,马上“操练”起来吧! 01制作内部套筒1.先将内部套筒的端板(A),侧板(B),升降台支架(C)和支撑板(D),按照料单尺寸图切割开料。 2.如图1所示,用装有63.5mm的平翼钻头,在内套筒端板(A)上钻一个孔。 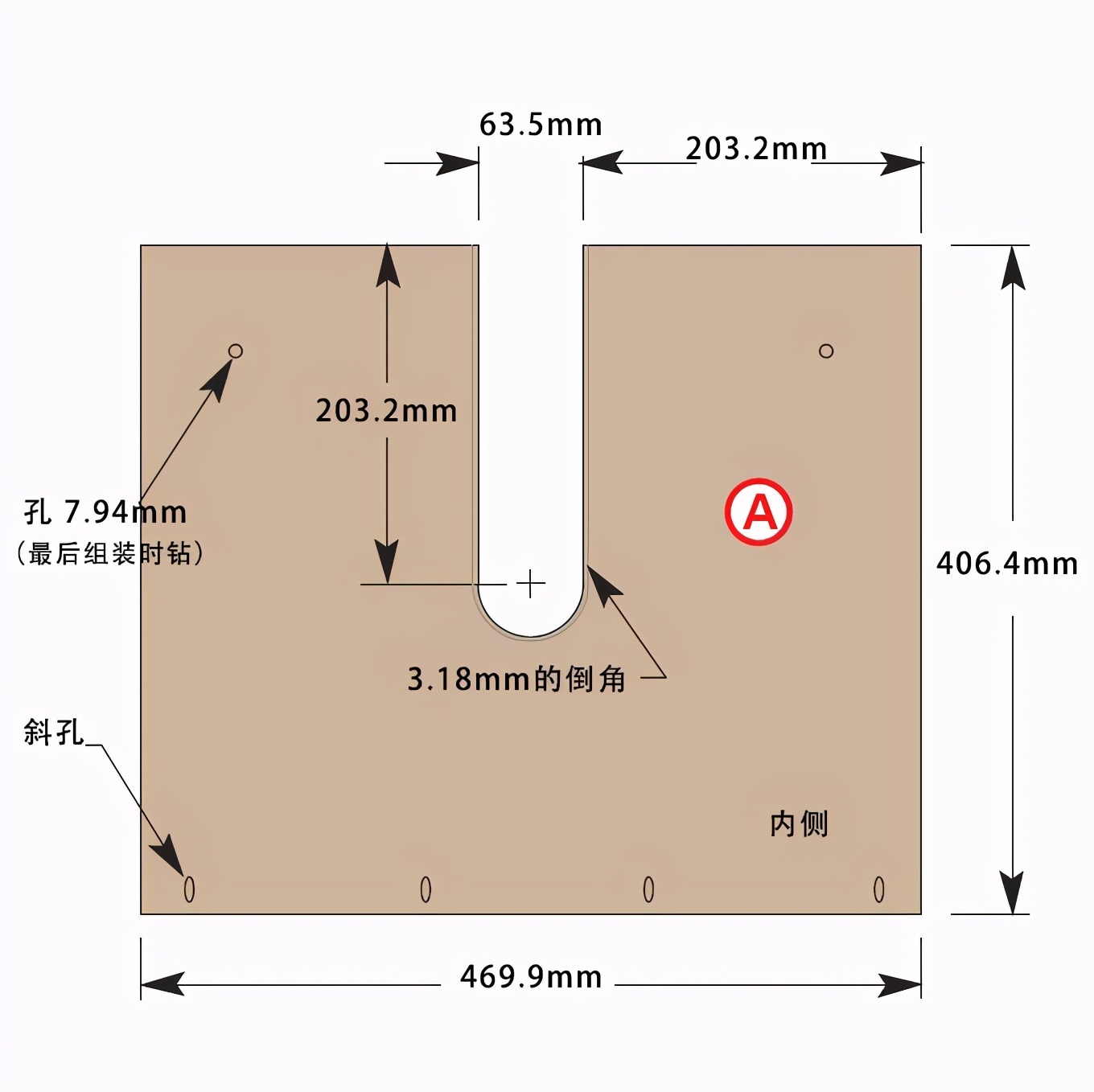
内套筒端板(A) 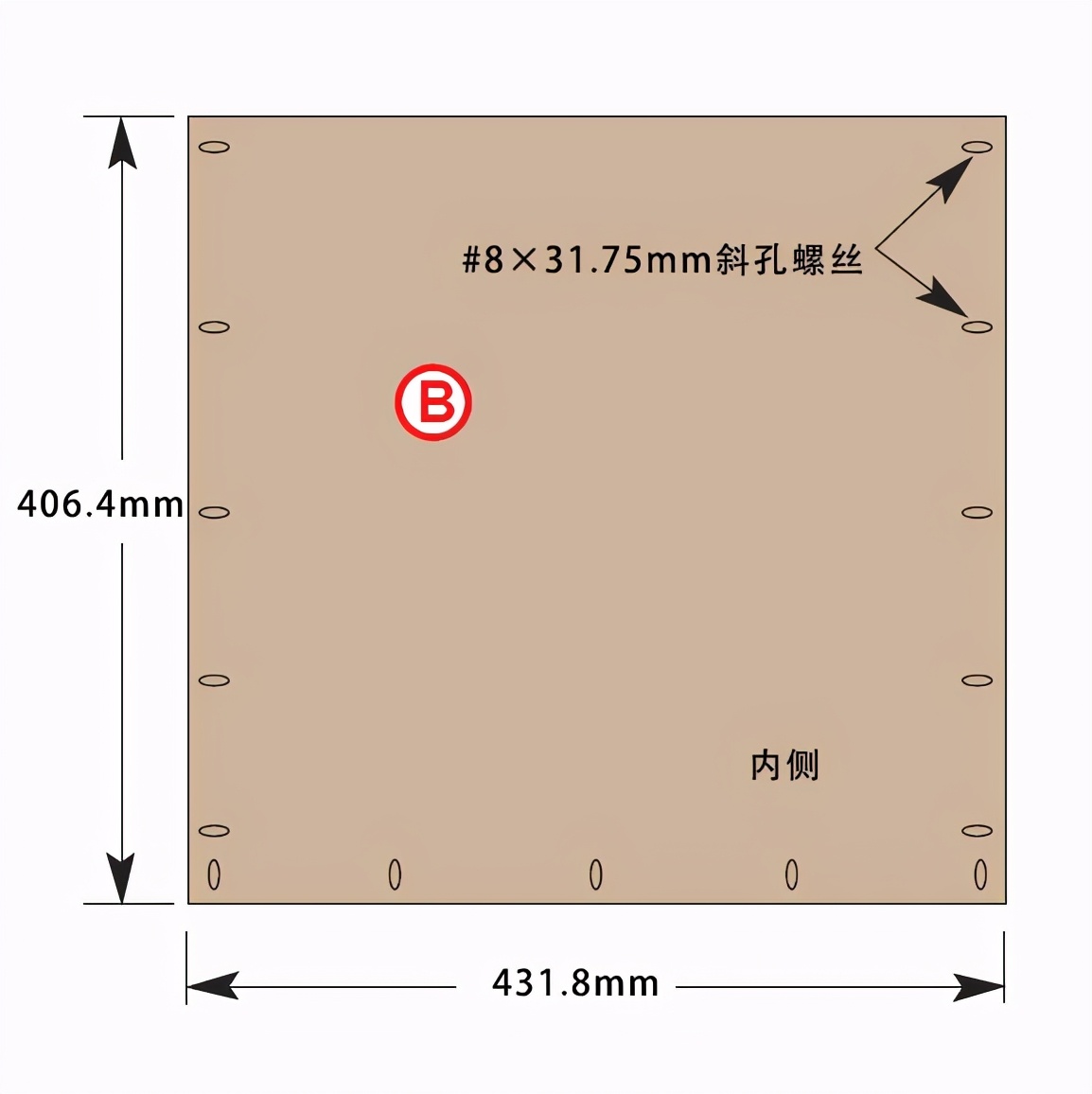
内套筒侧板(B) 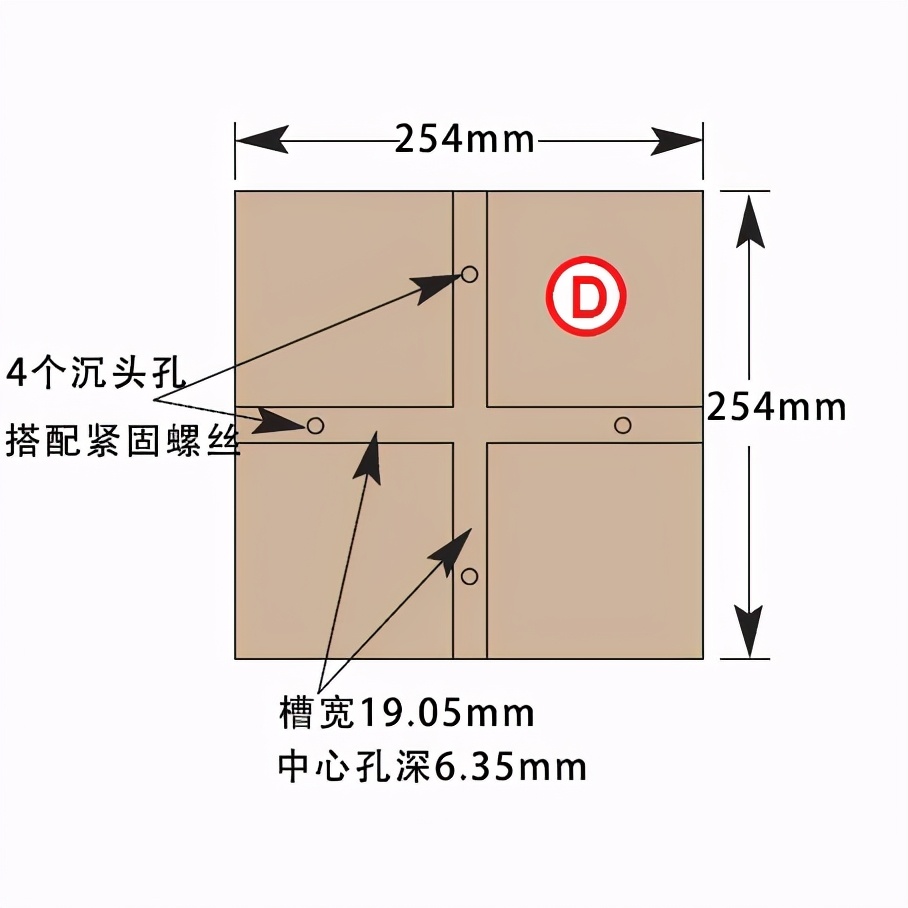
支撑板(D) 图1 内套筒零件图 3.在内套筒端板上画出轮廓线,并按图2切割木料。然后,使用锉刀或者弯曲的磨砂块打磨切割痕迹,并对内边沿倒一个3.18mm的圆角。 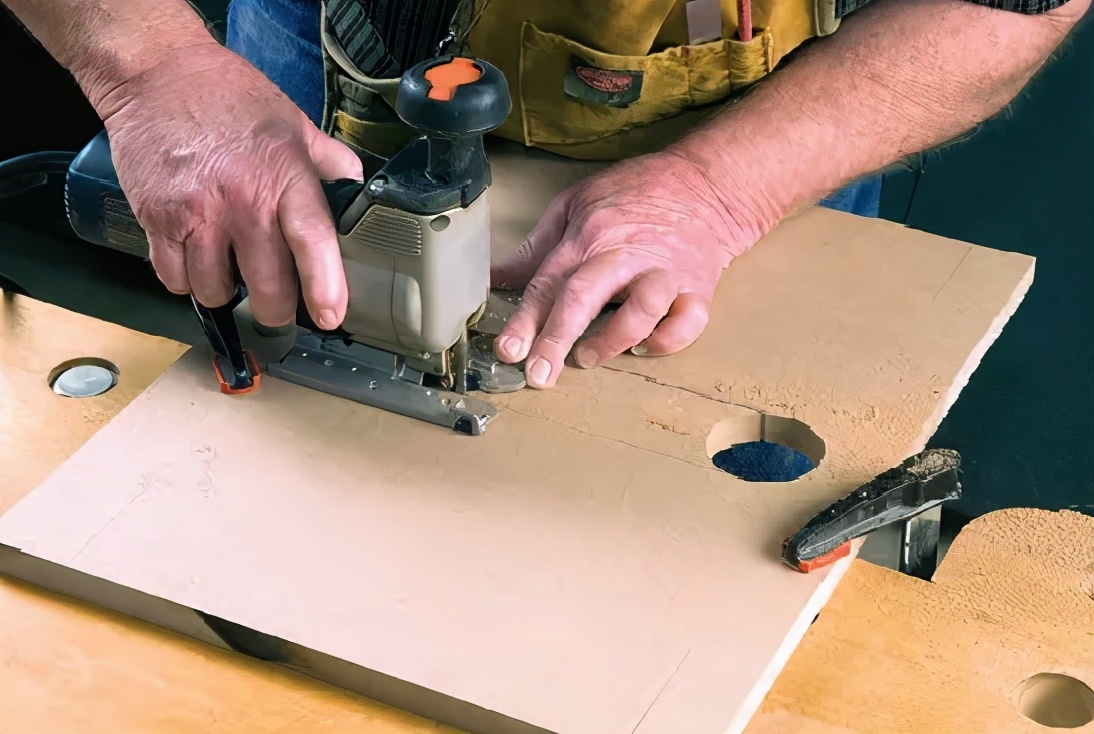
图2 在内部套筒端板上打出中心孔,用来制作之后的升降台槽,剩余部分用曲线锯切掉
4.将两个升降台支架(C)对齐夹紧,在居中的位置画出19.05mm×88.9mm的槽口,将两块板贴合在一起同时切割,以保证完全一致,然后将两者分开并测试是否匹配,如图3所示,根据需要用锉刀进行调整。 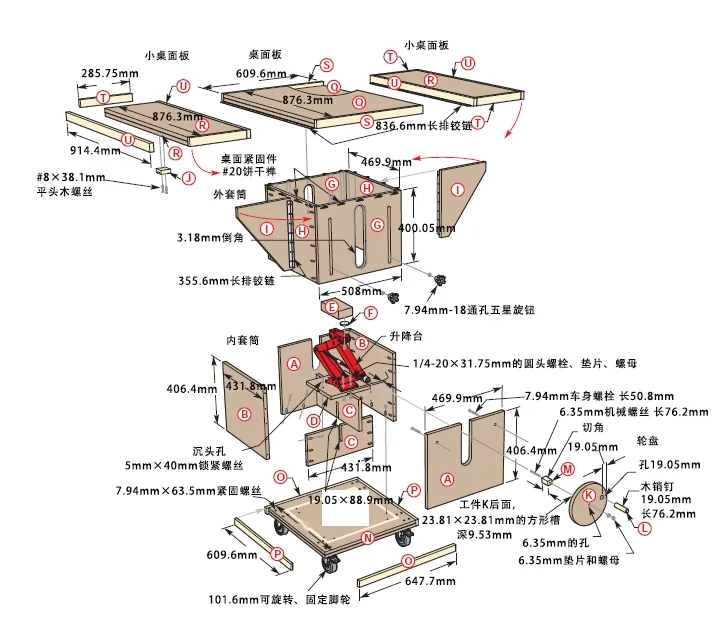
图3 爆炸图
5.使用斜孔打孔器,在部件(B)端部沿着内侧打五个均匀间隔的孔,如图4所示;然后在升降台支架(C)上打斜孔,以便可以连接到内套筒上,具体如图1所示。 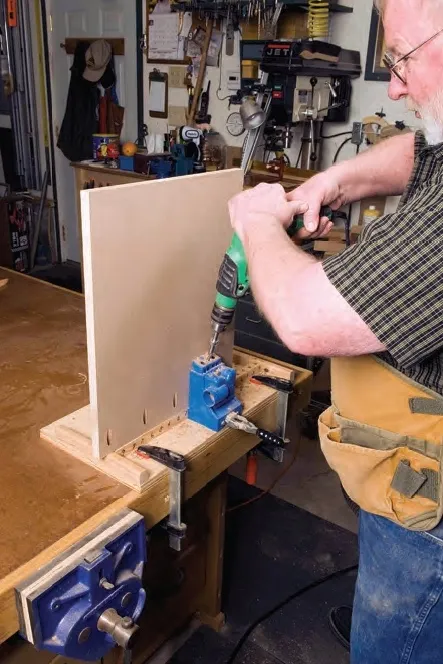
图4 在工件上均匀地标出斜孔位置,再用阶梯钻头钻出斜孔
小贴士:没有斜孔打孔器怎么办? 可以将端板与侧板用胶水粘合,再用5mm×40mm螺钉固定,如图5所示。 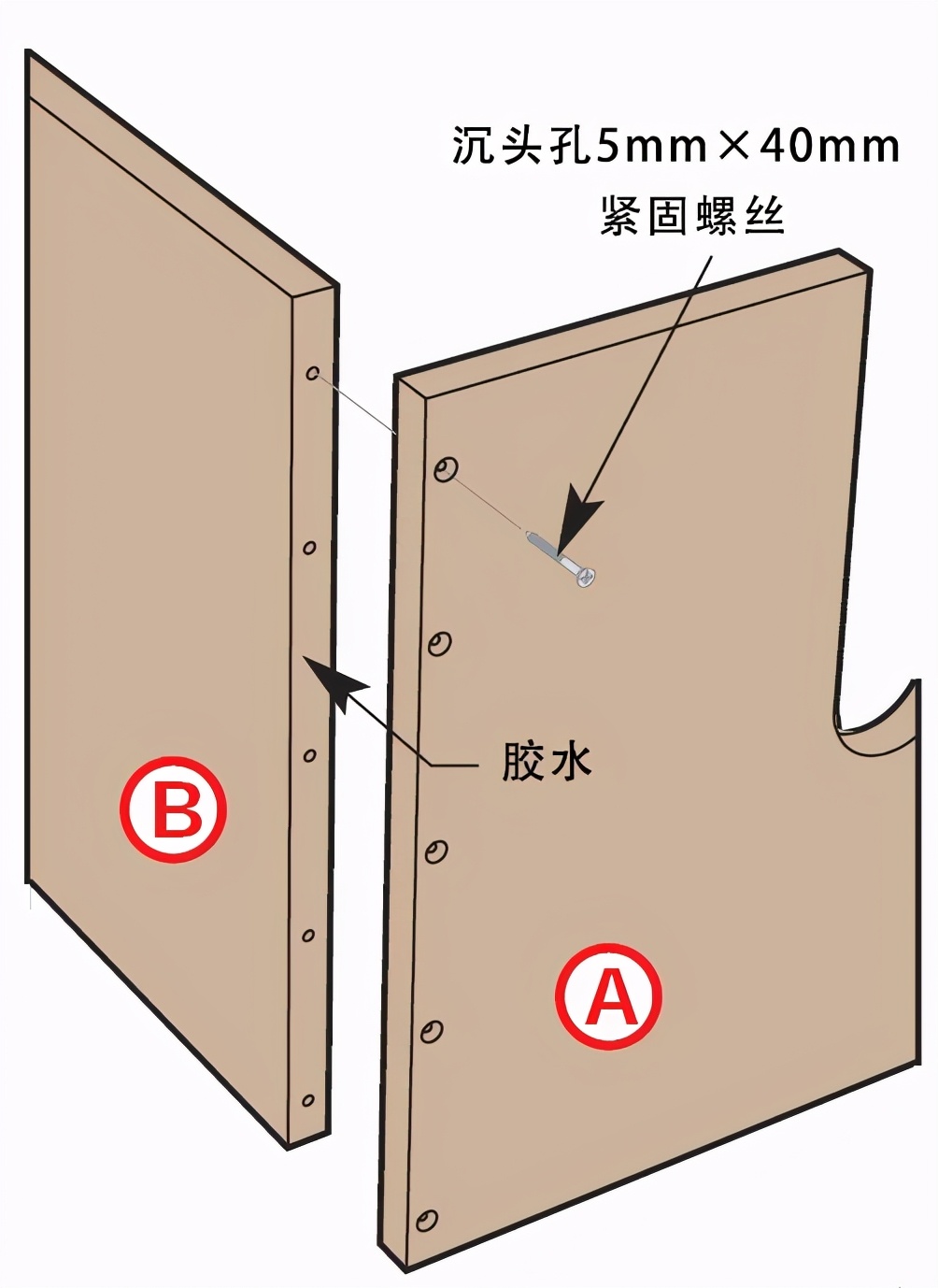
图5 备用连接细节图 6.在支撑板(D)的底面,居中铣出两道垂直交叉的榫槽(宽19.05mm,深6.35mm),以便安装升降台支架(C)。 7.如图6所示,将端板(A)与侧板(B)用螺丝连接,然后将工件夹紧,以保证(A B)在之后的工序中相互垂直。 
图6 使用加长钻头的电钻,将#8×31.75mm的螺丝钻入固定以连接两块板
8.如图3所示,先将升降台支架(C)放在内套筒组件中心,并与侧板的斜孔对齐(插槽向上),再安装另一块支架(C)。 然后如图7所示,将支撑板(D)沿槽安装在支架(C)上,并用螺丝进行固定。(注意:稍后,你需要先将支撑板拆下,以便于将套筒组件固定在底座上。) 
图7 将支撑板与支架组合,再用紧固螺丝固定
9.从MDF上切出三块85.73mm×152.4mm的木块,将其用胶粘到一起,做成一个厚50.8mm的升降台顶板(E)。 在图8位置打一个直径15.88mm,深12.7mm的孔,在顶面贴上宽76.2mm的光滑纤维胶带。然后,用6.35mm厚的胶合板做一个直径50.8mm的垫片(F),用方头螺钉将千斤顶、垫片一起固定在顶板上。这样,在升高或降低外套筒的时侯会稍微有点空隙。 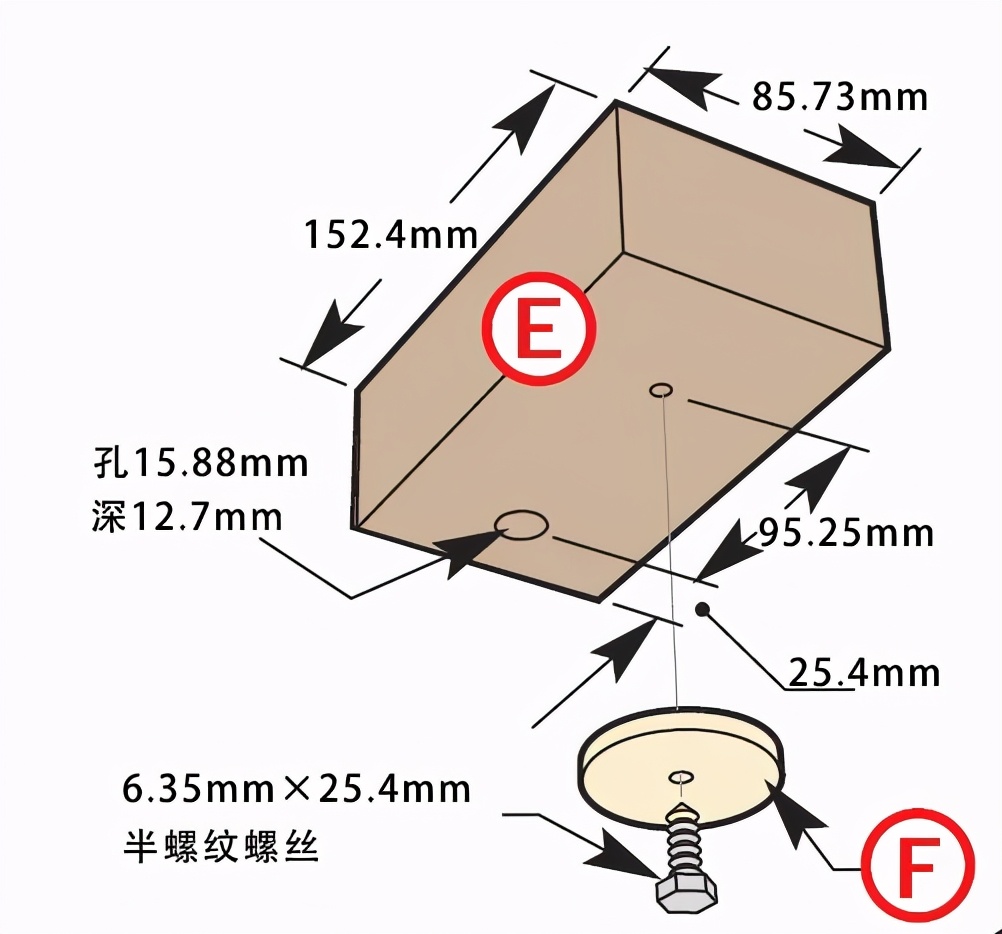
图8 升降台顶板细节图
02制作外套筒1.先将外套筒端板(G)和侧板(H)切到比料单中宽3.18mm的尺寸。定位端板(G)的垂直中心,并从上到下划一条竖直辅助线。在工件上标出63.5mm孔的位置,用平翼钻头打孔,然后,用曲线锯锯掉多余的部分,并打磨光滑,并对内边沿倒一个3.18mm的圆角(图9)。 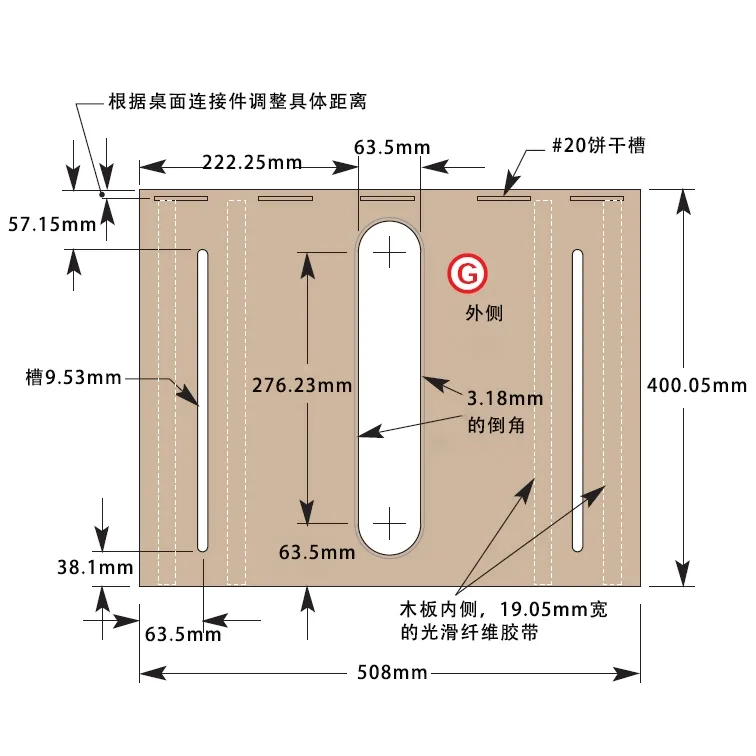
外套筒端板(G) 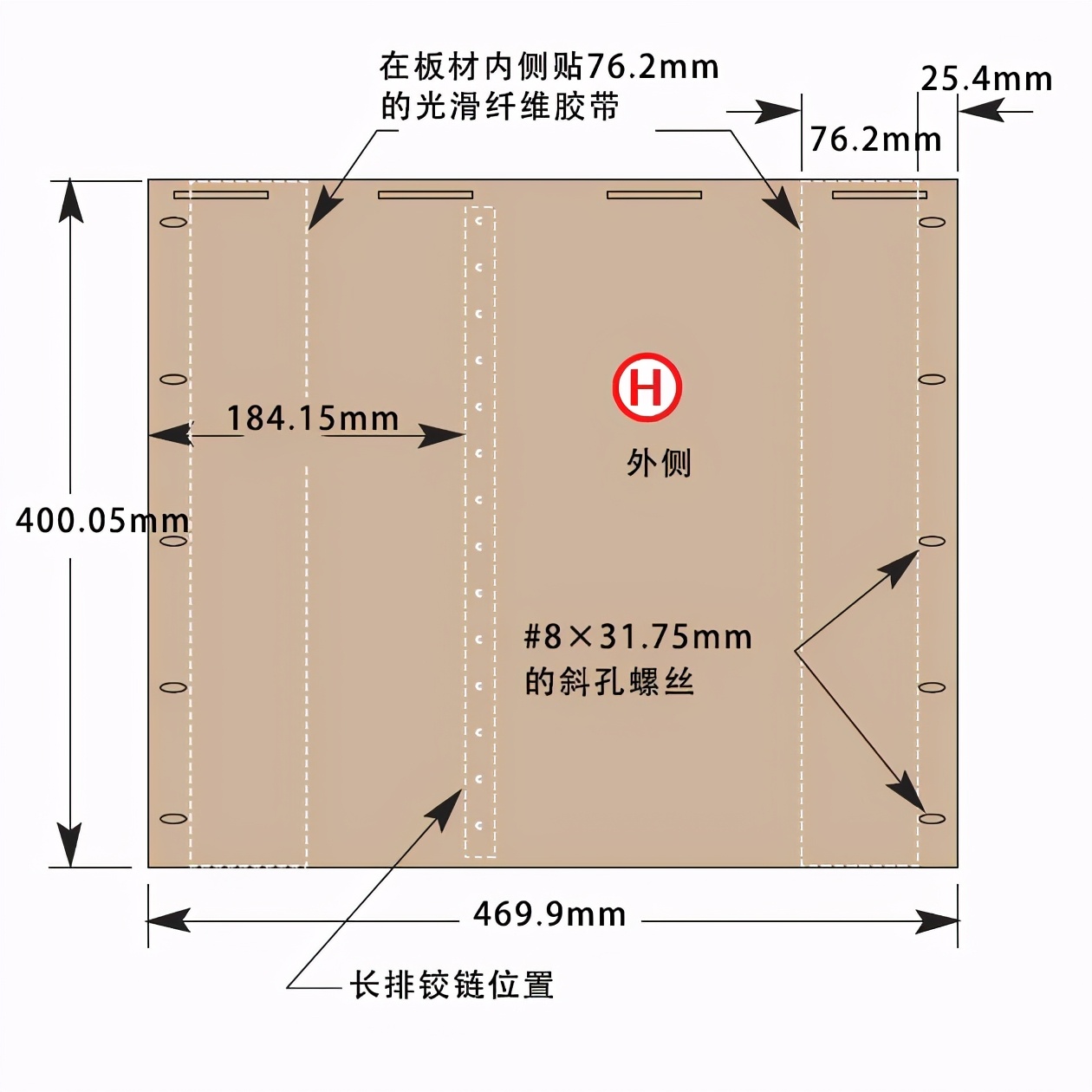
外套筒侧板(H) 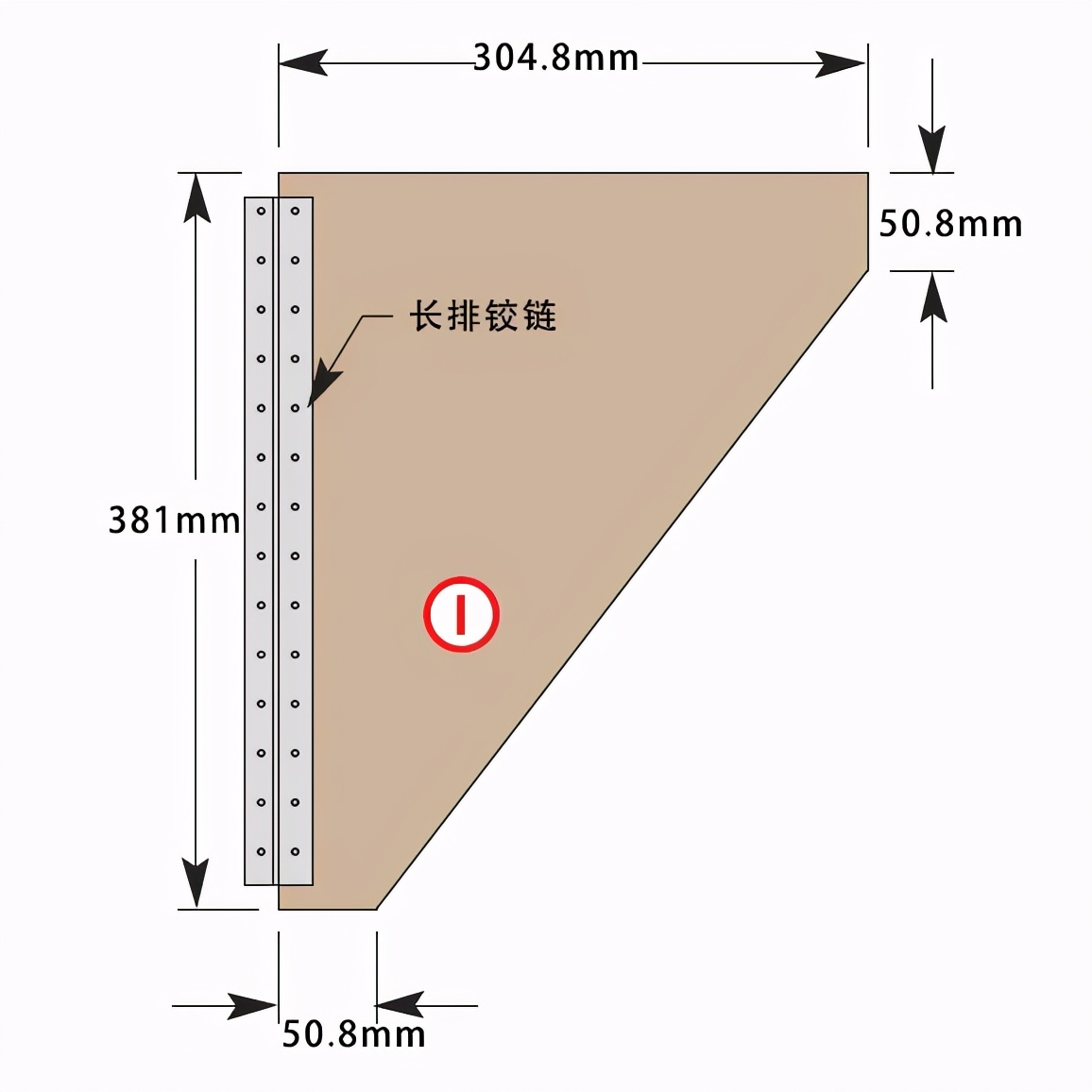
小桌板支架(I) 图9 外套筒零件图 2.给铣床安装9.53mm的直铣刀(切割长度25.4mm),并将铣刀抬高6.35mm,调节靠山位置,分别在靠山、工件上标出钻头边缘和槽两端的位置。 打开电木铣,将左侧槽线与左侧钻头参考线对齐。然后降低工件到铣刀的距离,如图10所示。将工件从右到左完成铣削,直到右侧的槽线和钻头参考线对齐,重复这个步骤将两块板的四个槽全部铣出。 
图10 将工件紧靠在靠山上,参照辅助线,逐渐降低工件直至木板落在铣刀上 3.为了外套筒与内套筒滑动的顺畅,在外套筒端板侧边25.4mm处,粘上一根宽19.05mm的纤维胶带(图11),再在82.55mm处粘上第二根。 
图11 使用层压辊或木块将纤维胶带压入到位,并对端部进行斜切 4.将外套筒端板(G)夹在内套筒上,对齐板上槽孔。如图12所示,将外套筒侧板(H)夹在内套筒侧板上并标记出超出的部分并切掉。 
图12 用夹具固定住外套筒,以获得精确的零件尺寸 5.如图13所示,在外套筒侧板(H)上打一排斜槽孔,在其内侧距离板边25.4mm处贴上宽76.2mm的纤维胶带。 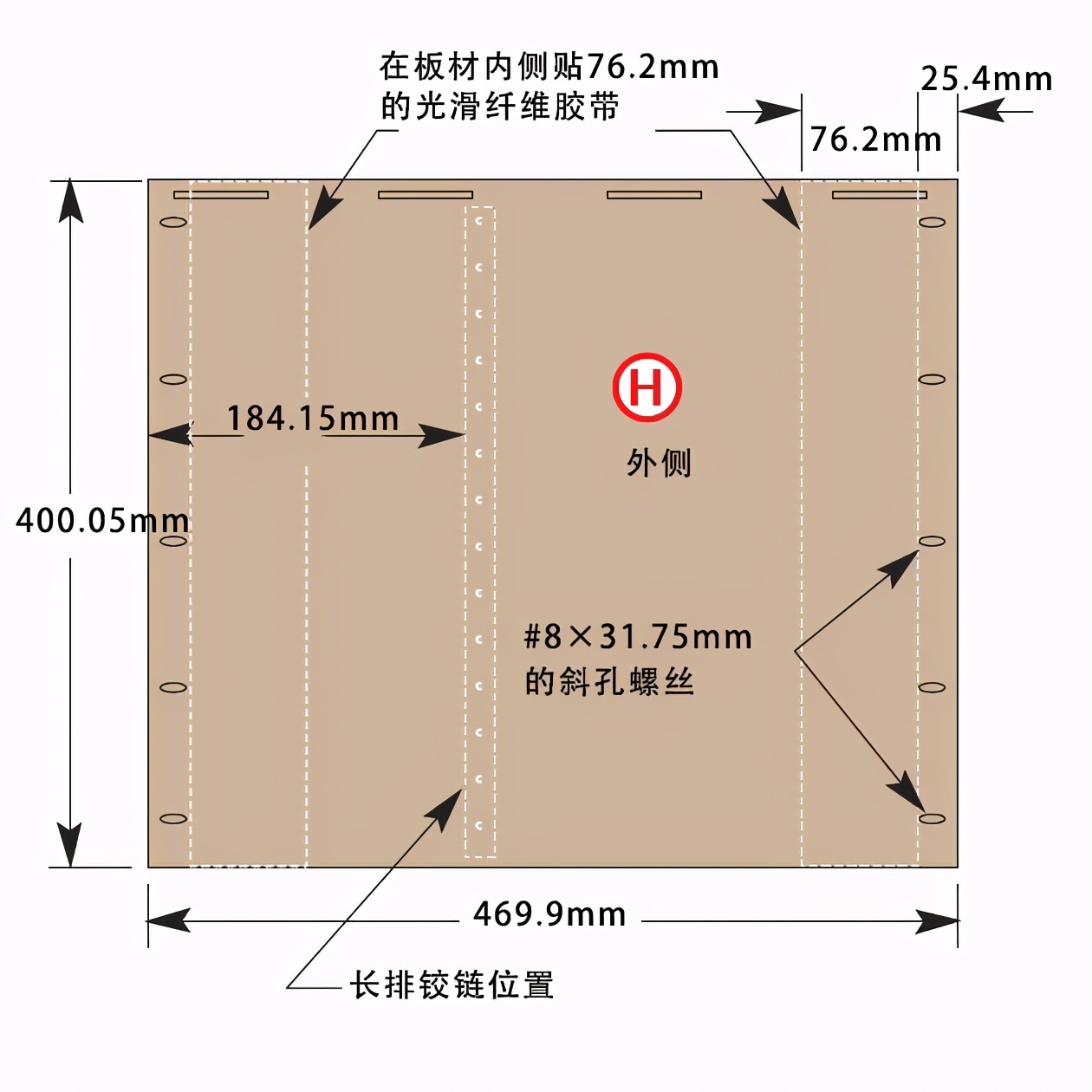
图13 外套筒侧板(H) 6.将外套筒侧板与内套筒紧贴在一起并夹紧,打磨底面直至平整。沿斜槽拧紧螺丝,固定内外套筒,卸下夹具,试试看外套筒能否顺畅滑动。然后分开两个套筒,在内套筒的外表面打上一层厚厚的蜡。 7.将外套筒倒置在工作台或桌面上,如图14所示,在距离顶部15.88mm处,切削饼干槽用来安装连接桌面的紧固件。 
图14 放一个6.35mm的垫板在开榫机下方,调节尺寸开出#20饼干槽 8.如图15所示,将6.35mm厚的胶合板贴到铣床的靠山上,给铣床安装一个面铣刀,调整靠山位置以便铣出一个整洁的平面。 
图15 用一个面铣刀,铣掉外套筒的边缘处多余的部分 9.按图16的形状和大小切出两个小桌板支架(I)。再用直铣刀或开槽刀,在尺寸为19.05mm×50.8mm×304.8mm的枫木中铣出一个宽19.05mm,深6.35mm的凹槽,然后切出两个50.8mm长的楔子(J),在(J)上面钻出两个螺丝孔(图3)。 
图16 小桌板支架(I) 10.参照图3和料单尺寸图,制作曲柄组件的的手轮(K),手柄(L)和轴(M)。在距手轮边缘19.05mm处钻孔,将手柄粘到手轮上。用手锯在轴(M)的四个直角处分别切19.05mm长的切口,并在轴心钻一个埋头孔待用。 03制作底轮基座1.如配料切割图所示,从MDF上切出两块宽622.3mm的木料,将它们对齐粘在一起,并用重物压紧,直到胶干。 2.用推台锯将上一步锯切的工件宽度修整为609.6mm,用于制作基座(N)。 3.纵切枫木得到41.28mm宽的材料,用于基座侧边(O)和封边条(P)。然后简单对接或斜接,将封边条粘在基座上,并用夹具夹紧。待胶水干后,微调一下,并对每条边倒3.18mm的圆角。 4.将脚轮放在底座上(靠近围边内侧)并标记出连接孔的位置,注意,暂时不用连接脚轮。 5.将基座组件放在工作台面上。然后将内套筒居中并用夹具固定到基座底板上,沿斜槽孔拧紧螺丝固定(图17)。 
图17 为了避免内套筒变形,将它用夹具固定好,先拿开支撑板(D)以便于在内部打孔、钉紧螺丝 6.以外套筒上9.53mm槽顶端的位置为参考,在内套筒上钻一个7.94mm的孔,从内侧安装两个63.5mm的车身螺栓,然后加上7.94mm的垫圈和星形旋钮,拧紧旋钮。 04添加面板、小桌板和小桌板支撑部件1.将剩余的MDF板切成两个厚度76.2mm的工件,对齐并用胶粘接、压紧,胶干后打磨切削面。与底座加工流程一样,先将板材长度切到889mm(图3和配料切割图),然后用台锯将其修整成876.3mm的桌面板。 2.将台锯的靠山与刀片距离设置为41.28mm,制作桌面板和小桌板的枫木封边条,厚度19.05mm,将其中两根长度为1270mm的封边条粘在桌面板长边上夹紧固定,胶干后,打磨边缘和顶角。 3.使用台锯、带有辅助靠山的斜切锯,或者带导尺的圆锯机,将封边条切至298.45mm,接着,将桌面板(Q)宽度切到609.6 mm,用剩余的材料切出两个宽285.75 mm的小桌板。 4.按照之前的方法,切出所有桌面板和小桌板的封边条(U),施胶并将它们夹紧,再标记出桌面板和小桌板朝上的面。 5.使用手持电木铣和3.18mm圆角铣刀,铣削桌面板和小桌板边缘(除了铰链连接处)。 6.准备908.05mm的长排铰链。将桌面板和小桌板底面朝上放置于工作台,桌面板和小桌板之间放1.59mm的垫片(为小桌板支撑(I)提供间隙),对齐边缘,放置铰链,并为螺丝打定位孔,然后拧紧螺丝(图18)。 
图18 为了避免螺丝孔错位,小心地用螺丝刀钉入铰链螺丝 7.在升降台基座的四个角打孔。将千斤顶和顶板(E)固定在支撑板(D)上。接着,把套筒和基座组件倒置在面板的中心位置。在饼干槽处插入桌面紧固件,并拧紧(图19)。 
图19 将外部套筒安装在桌面板中间,并用螺丝拧紧桌面紧固件 8.如图3所示,将切好的长排铰链连到每个小桌板支撑(I)上。在距外套筒部件(H)上端184.15mm处画一条竖直的辅助线。 将支撑楔子(J)安在小桌板底面,与桌板支撑(I)连接的位置(图20),保证小桌板与支撑件垂直,打定位孔并用螺丝固定(当小桌板支撑件被折叠起来时,小桌板端部与应与外套筒的四周角齐平),用同样的方法安装另一个小桌板支撑。 
图20 侧视图 9.支撑楔子(J)细节如图21,将(J)用螺丝固定到小桌板(R)上。 
图21 支撑楔子(J)细节图 10.用车身螺栓、垫圈、螺母将脚轮安装到基座上。 11.在曲柄手轮中心处凿一个深9.53mm、长23.81mm的方形榫眼,并在其中心钻一个6.35mm的孔(图22)。将轴(M)未被切削过的一端(外侧)施胶并粘入手轮(K)中。 接着,从轴(M)被切削的一端(内侧),打入一个长76.2mm, 1/4-20平头螺丝,直至螺丝穿过手轮。加上垫片、螺母,并用钢锯锯掉螺丝超出的部分。通过拧紧螺母,将轴固定在千斤顶旋钮开口处。 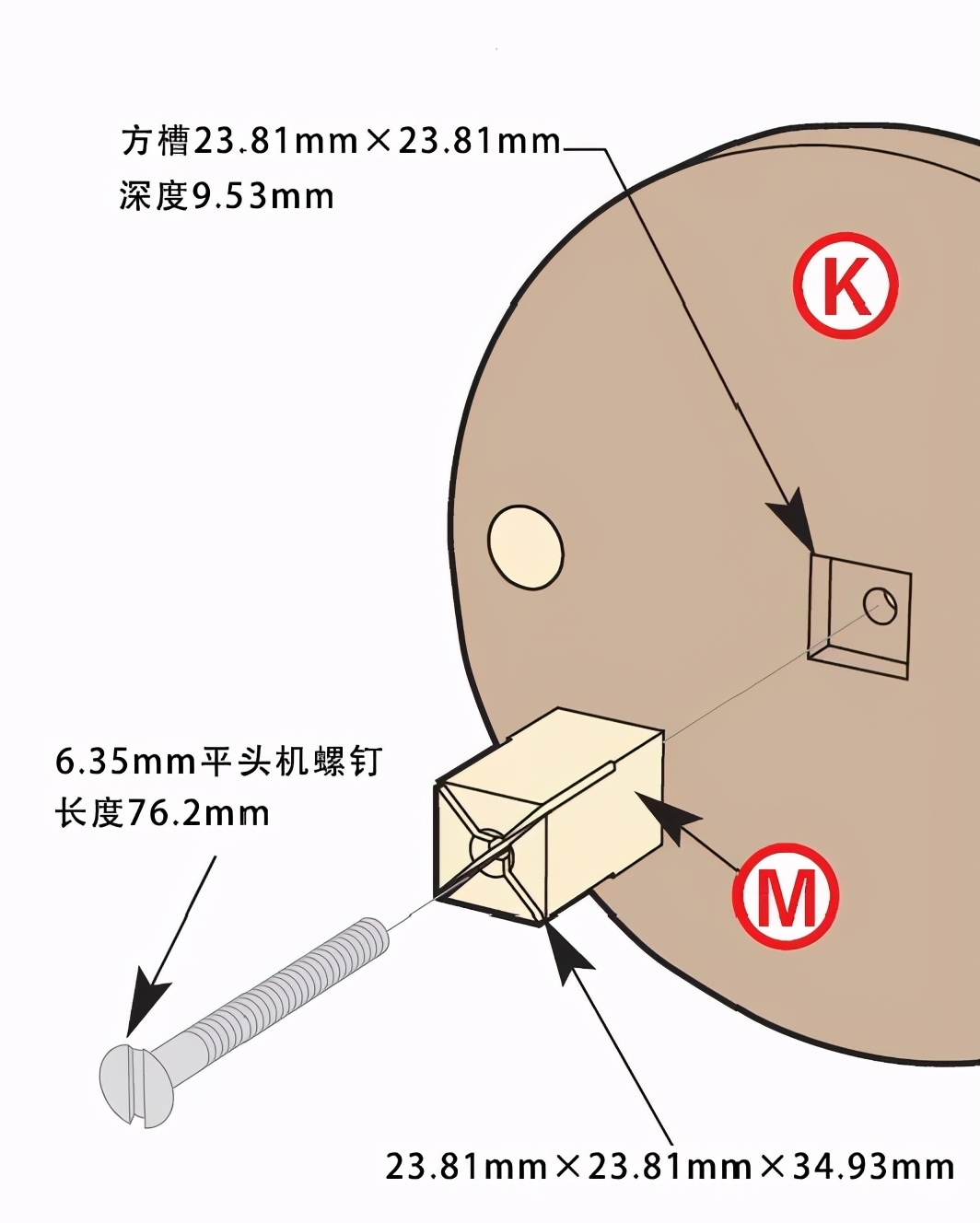
图22 曲柄细节图 一切完工之后,测试一下能否成功调节高度。最后,按需自行完成涂装工作。 料单 尺寸 HANDMAKE 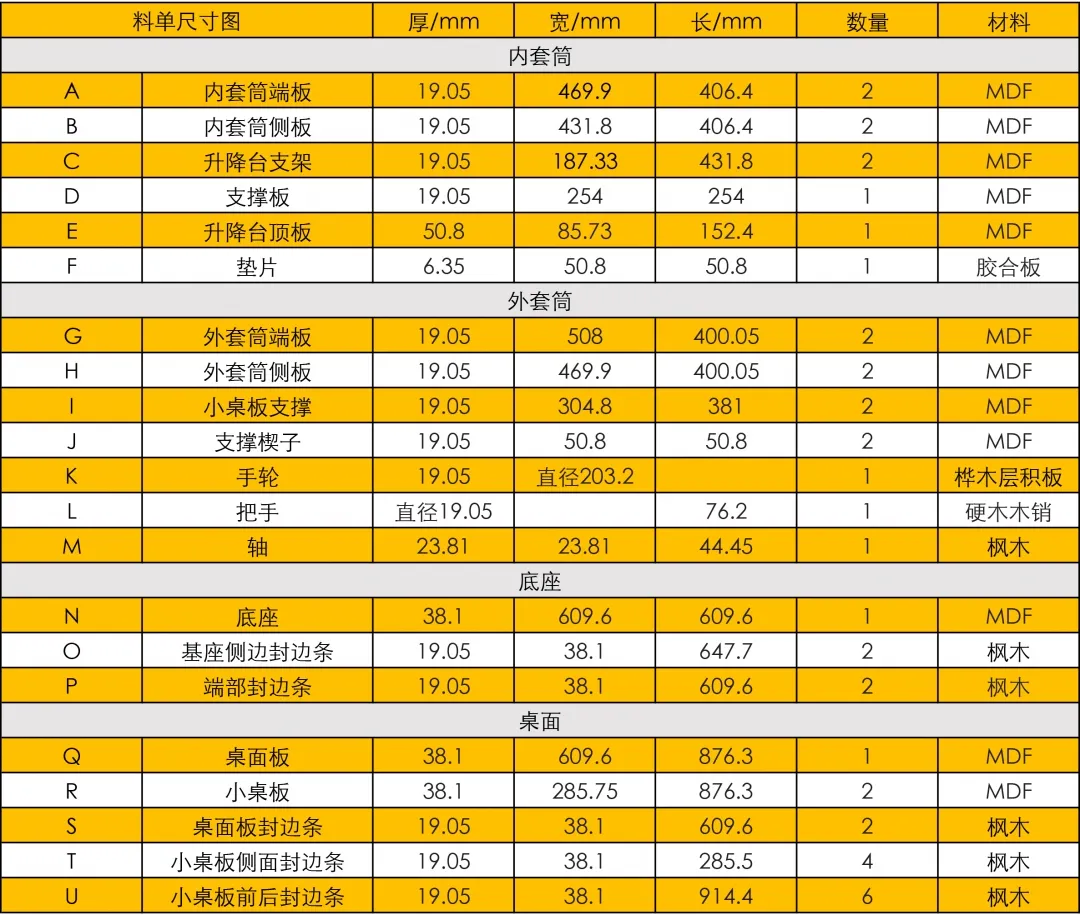
开料 切割图 HANDMAKE 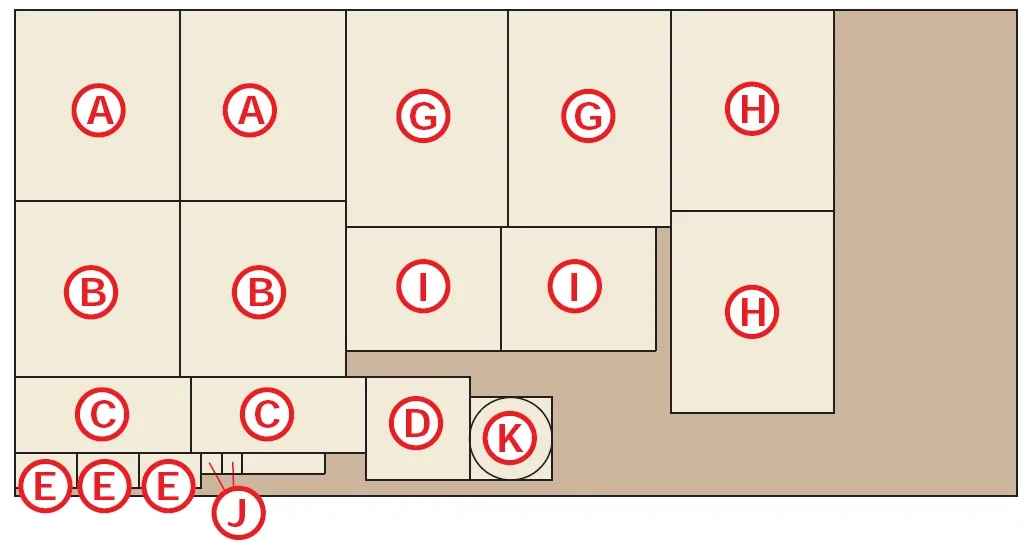
▲19.05mm×1244.6mm×2463.8mm MDF 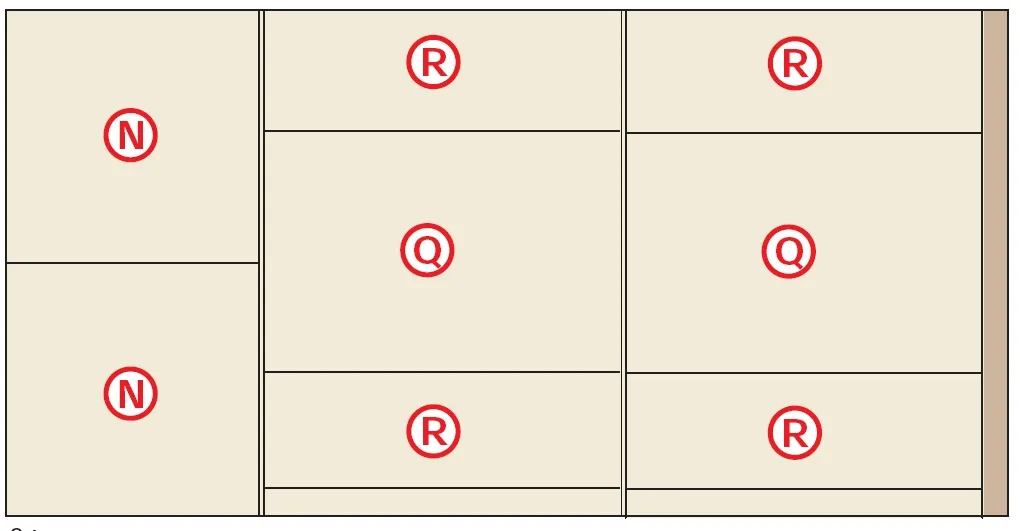
▲19.05×1244.6×2463.8mm MDF 
▲6.35mm×152.4mm×152.4mm 胶合板 
▲31.75mm×38.1mm×152.4mm 枫木 
▲304.8mm×1828.8mm×2438.4mm 枫木板 
▲304.8mm×1828.8mm×1524mm 枫木板
| 







 发表于 2021-4-9 16:33:03
发表于 2021-4-9 16:33:03

 收藏
收藏 支持
支持 反对
反对 收录到花坛
收录到花坛 提升卡
提升卡 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶
")
")