
大家好,我是你们的老朋友冷亦泳。很高兴和大家在“格木文化”平台再次相遇。
今天我想和大家聊聊关于“木艺车旋”方面的一些技术心得与个人经验。
如果大家想要系统地学习“木旋”这门艺术,我非常推荐从这本《旋转的木艺》开始入门。
木艺车旋在世界范围内,是一门非常流行的木艺,深受DIY爱好者喜爱。无论生活在快节奏中的公司职员,还是学业任务繁重的学生,都会上机器“旋”两下。
大家知道孩子们车的第一件作品是什么吗? 就是它 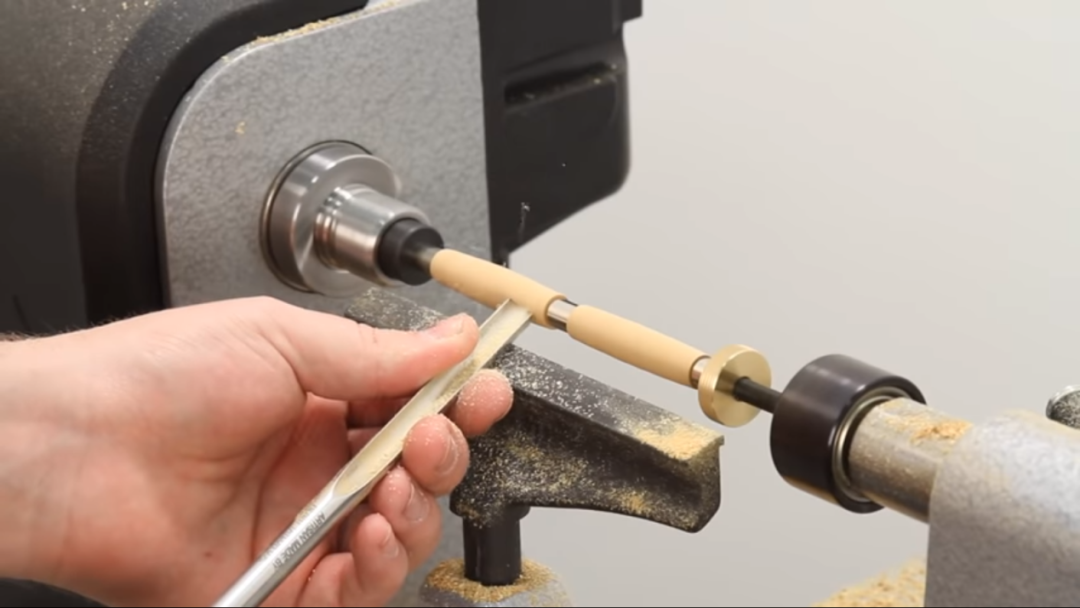
钢笔套!
果然全世界的家长都很在乎子女的教育,孩子们的“处女”木旋,必然和学习有一定的关系!
当然了,除了一只钢笔套,国外还有许多其他精美的车旋作品。 
美丽并充满想象力的等分拼花车旋 
木质橄榄球 
木质眼球
木旋DIY,在国内虽然起步较晚,但势头一点也不示弱,好作品频出。 
木友xiaobao5419的作品《埃及印象》 
木友rogerxue的《拼花玩偶》
我们还有自己的特色木旋——车佛珠。 
当然了,做成产业后,我们的劳动人民为此还研制出了佛珠机。 
“木工车旋”具备极⼤的适合国⼈开展的空间和条件:
它最大的优势是静音降噪,不扰民。当你启动一台“无极调速车床”,旋转调速拨钮至两三千转/分钟时,传至耳边的,仅仅是呼呼的风声。
而车刀在车削木料时,也和台锯、平刨、压刨等这类主力木工机械不同,它并不会发出高速截断木纤维时尖利的噪声。另外车床运转时震动较小。并不是所有旋转的机器都会“跳舞”——那是你家的洗衣机! 
但是大家在学习的时候,切勿以为它so easy,还是应该科学、系统地掌握这项技艺。
接下来我将从车刀的选择与刃磨、集屑的处理、车床的选择、车床的调速几大方面为大家展开介绍,同时也提供一些经验之谈,希望能对大家有所帮助。 
在木旋入门阶段,建议大家从简单的造型入手。不过即使“车圆棒”这样简单的操作,初学者也容易出现“木料表面粗糙不光洁”的问题,这时就体现了车刀选择的重要性。
车刀根据不同用途大致分八九种,这里我将介绍最基础常用的三种,理解了这三种刀的用途,大部分车旋工作都能顺利完成。
01打坯刀开粗

打坯刀知识同步
外观:刀前段为半圆造型,切削刃口顺着半圆研磨成型。 优势:刃口造型比较抗冲击,是木料粗车时的利器。 作用:将方料或不规则木料车成圆形。
PART-1 
打坯刀削方成圆(图片来自《旋转的木艺》)
1.打坯刀可以把木料削方成圆。 将车刀刃口朝上,刀刃下缘于轴线水平高度处进刀,也就是此时刀架要低于轴线半个车刀槽口的距离。 PART-2 
去除大量木料(图片来自《旋转的木艺》)
2. 打坯刀车削。 将方料旋切成圆柱后,可以继续使用打坯刀车削以去除大量木料;侧转刀刃,使其与地面成30°角,以刀刃背侧贴靠木料进行车削。
02碗刀修正成型

车碗刀知识同步
外观:刃口造型比较特殊,根据刀型不同,多数情况下并不是正半圆。分大号和小号两种。 优势:大号兼具打坯粗车的功能,小号适用于精修造型。
PART-1 
车碗刀正曲面拉削(图片来自《旋转的木艺》)
1. 车碗刀正曲面拉削。 车碗刀侧立,与刀架成90°角,于轴线水平高度处进刀。保持刀身与加工面成45°角,以平行移动的方式去除木料阳角,此时刀刃背侧未贴靠木料。这种操作方式通常用于面盘车削打坯。 PART-2 
车碗刀推削(图片来自《旋转的木艺》)
2. 车碗刀推削。 刀刃背侧贴靠木料,沿木料外缘向动力端进刀,逐渐去除废木料并进行塑形。进刀时刀刃由上向下摆入,刀身成水平状态。 PART-3 
车碗刀凸面变换车削(图片来自《旋转的木艺》)
3. 车碗刀凸面变换车削。 当部件已具雏形,用拉削与推削结合的方式,一气呵成地运刀推进,这种车削方式被称为变换车削。车削过程中,刀刃背侧也会经历未贴靠木料和贴靠木料的转换。 PART-4 
车碗刀凸面刮削(图片来自《旋转的木艺》)
4. 车碗刀凸面刮削。 将车碗刀80°侧立,通过刀刃下缘轻触木料进行刮削,进刀部位在轴线以上才可以保证安全。
03斜刀表面车光

打坯刀知识同步
适用:木旋车削收尾阶段 作用:在碗刀和圆鼻刀将木料修成最终造型后,斜刀直接车出光洁的表面,略带抛光效果。 

斜刀的基本手法详见《旋转的木艺》P38-39步骤8-14 
与普通木工刃具不同,车刀刃口形状各异,对于新手而言,徒手操作很难刃磨到位,而“水冷刃磨机”则可以很好地解决这个问题。 
更多新鲜工具知识,关注“格木文化”抖音
“水冷刃磨机”适配各种车刀的“刃磨附件”,其表现力远超徒手刃磨。不同附件的用途及使用方式也不同,接下来我们以“碗刀”为例,介绍具体使用方法。 
将“碗刀”前段固定在“刃磨附件”上,拧紧“紧固螺丝”,底部的支杆穿入滑动杆,推动车刀,使刃口圆周及刀杆左右偏摆刃磨。
这里有3个参数协同决定了车刀刃口的“磨砺角度”: 一是滑动杆的前后位置。 
二是刀端头离附件固定位置的距离。 
三是附件底部的支杆角度。 
这3个参数都可以进行调节,因此虽然“水冷刃磨机”将我们从徒手劳动中解放出来,但也提出了新的学习要求。
水冷刃磨机研磨车刀细节详见《旋转的木艺》P16-20。 车碗刀研磨详见《旋转的木艺》P26-27。 
了解了车刀工具的类型及使用方法后,接下来我们就要选择最适合自己的木工车床了。
木工车床的能力往往与其“身材”成正比,自然是越大越好。体重超过150多公斤的车床一般都设计成“落地”款,有独立的机器底座及床腿。 
重型车床的优势不止于“体重”,还有精度。车床除前后两顶尖必须同心外,还要确保床身导轨的公差控制在苛刻的范围内,才能保证车旋时车得畅快,震动小,车大木块纹丝不动。
比如下图这款木工车的主轴精度就可以控制在1丝以内(0.01毫米),作为木工车床,已经相当优秀。 
主轴精度控制在1丝以内
在测试车床稳定性方面还有一个有趣的实验——硬币不倒测试。如下图所示,在车旋过程中,放置一枚竖立的硬币旋转于车床机头,硬币不倒则证明车床十分稳定。 
“大车床”虽然魅力无限,“小车床”也同样独具⻛骚。如果经常车体积不大的木料,可轻松搬运的桌面型小车床就有明显优势了。 

正确的车旋速度,也是保证车旋最终质量的关键。
圆棒等“小直径车削”,适合高速车削。圆盘等“大直径车削”,尤其是车外圆,需要适当调低转速。在车削特别大的圆盘时,随着直径的逐渐变小,需要逐级调高“主轴转速”,保证作品获得一个稳定光洁的车削表面。
接下来我为大家介绍几种常见的调速方法。
#“ 调压调速
“调压调速”是通过调节车床直流电机的电压来实现转速的调节,这是一种低成本的车床调速方式。我们可以通过拨转控制面板上的旋钮来调压,实现电机调速。
这种方法在调低速时,功率小到只有几十瓦,无力车削较大直径的木料,因此对于此类⻋床的选择需谨慎。 
通过拨转调压器上的旋钮来调节直流电机的转速
#“ 塔轮皮带调速
“塔轮皮带调速”指的是利用电机输出轴上的“主动塔轮”,利用皮带来驱动主轴上的“被动塔轮”,这种调速方式也被称为“阶梯调速”。
阶梯调速的优势是扭力不会损失,通过在不同塔轮台阶上挂皮带,可以实现升降转速,缺点是比较麻烦。 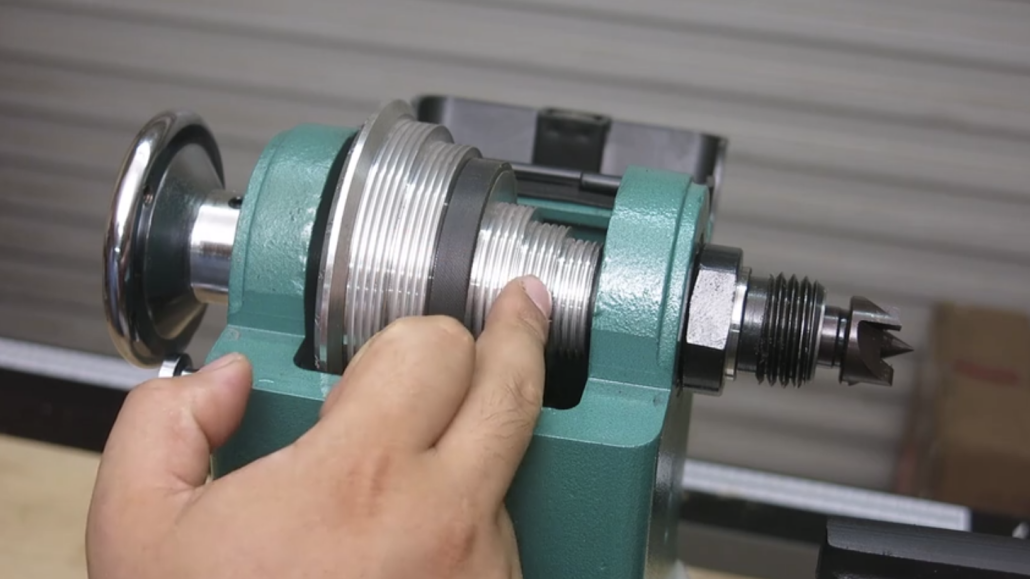
皮带调速系统,这种调速方式,在今天市场上的木工车床中还十分普遍
#“ 机械无极调速
“机械无极调速”是一种早期传统的机器无极调速方式。 它的上下带轮组各自的皮带轮径,是可以自由调节的,每个带轮由左右两半部分组成,可以水平开合,开合的过程相当于带轮轮径的改变。因此主轴在旋转时,皮带可以边转边让带轮变径。 它的优势和前者一样,不损失扭力,缺点是皮带容易打滑。 
通过调整一个带轮的两侧实现轮内直径的变化来实现调速
#“ 变频调速
“变频调速”是目前最理想的调速方式,目前每个木工机械品牌的高端款车床,大多采用了这种调速方式。
它的作用原理是令家用电源通过变频器来控制“三相电机”旋转。由于变频器在“三相电机”低速运转时,会对电机进行电流补偿,因此它可以最大程度地保证旋转时的扭力。我们通过调节机器控制面板上的电位器,就能进行无极调速。
“变频调速”大大简化了车床的机械调速构造,省却了许多在换皮带上的时间消耗。 
车床的变频调速+皮带挂挡相结合的系统(变频器在主轴箱背后) 
在了解了车刀与车床的相关知识后,接下来我们就要正式进入“车旋”实操环节了!接下来我以新手爱好者经常会遇到的“车直棒”为例,为大家介绍一些操作技巧。
新手爱好者在“车直棒”时经常出现粗细不匀的现象,这里给大家支个招:在上车刀车削木料前,将刀架调整到与木料工件留有一道缝隙,刀架的方向与“前后顶尖轴线”(圆棒旋转中心)平行。这是一切手持车刀“车直圆”的基础。 
“姿态”决定一切!
手持车刀的姿态是“车直圆”的关键。在下图中,大家可以见到,食指的指背或指侧完全靠着刀架。 
保持这个姿势不变,手持车刀左右滑动,手握住车刀的部位与木料的间距则始终保持不变。 

我们在车削时产生的集屑问题始终是一个“老大难”。市场上有针对木工车床集尘的罩子,竖立或固定在车床的背后,集尘口对着工件,下方留着一根连接集尘器的通用4-5寸口径(约10.2~12.7cm)的集尘管。 
但对于木工车旋而言,木屑和木粉尘是两个概念。车削过程中一般会产生2种木屑:第一,粗车产生的大颗片状木屑;第二,车完大圆后连续产生的条状木屑。
首先说一说粗车产生的大颗片状木屑。这种大体积的木屑一般很难被集尘器的气流捕捉,操作结束后扫走即可。 
在车完大圆后,车刀逐渐开始车出连贯条状木屑,但这些木屑会经由车刀刀背上的导屑槽向操作者(刀柄方向)飞去。 
若是此时车床处于高速旋转状态,这些木屑就会呈“喷射状”飞向操作者。 像这样: 
或者这样: 
这股使木屑飞溅的力量,足以挣脱任何集尘器吸力的束缚,通过它来集屑是徒劳的。 
那么,到底哪些“木屑”需要收集呢?
我们将木头车成所需造型后,需要使用砂纸或电动打磨工具对木头进行打磨,打磨环节就会产生大量的“木粉尘”飘扬到空气中,影响呼吸系统,损害人体健康。
想要快速收集这种对人体有害的“木粉尘”,不需要太大吸力,一般一台大口径、大流量的“低压集尘器”即可解决。 
打磨时的粉尘容易被低压集尘器吸走 
网友自制集尘罩,除了能吸收木粉尘,还能最大可能地吸收木屑
知识·拓展 集尘包括两种模式:高压集尘和低压集尘。
低压集尘器,如布袋式、滤筒式集尘器,通过感应电机驱动叶轮,总气流量大,适合收集细小颗粒的木屑和粉尘,不适用于收集较大颗粒的木片。 
低压集尘
高压集尘器的集尘管内径大约在3.5-5cm之间,叶轮叶片更密,转速更高。开机后,将手掌凑近管口,能感受到一股较强的吸力。它适合收集粉尘、木屑甚至木片,但因管径小,虽然吸力大,但总气流量受限。 
高压集尘
在使用低压集尘和高压集尘时,有一点必须注意:如果将细口管道接在低压集尘器上,将粗口管道接在高压集尘器上,都会导致集尘罩表现乏力,吸力变弱。因此一定不能接错! 
左:高压管 右:低压管
我们在前文中说到,车削过程中会产生两种木屑:粗车的木片和细车的条状木屑,它们虽然不会伤害你的呼吸系统,但却会打你的脸!是真的打脸!所以在操作中应当注意防护。
尤其是高速车削下的木屑带有一定温度,不仅“啪啪打脸”,还烫到你不得不缩手。若是打到眼睛,后果不堪设想。安全起见,我们在车旋时应该佩戴护脸面罩(面屏),如下图所示。 
不过这种护脸面罩也有一定缺陷,比如内壁容易蒙上雾气,影响视线;为彻底隔绝粉尘,我们还需佩戴高规格口罩,造成脸部格外“拥挤”。
另一种解决方案是购买一款含自主动力呼吸系统的面罩,它能将你的面部“密封”后,依靠电能自主进行内外空气置换,防尘防雾,如下图所示。 
这是一篇引导木旋新人爱好者迈出第一步的文章,框架式地向大家介绍了一些木旋的基础要领。 车旋是一个大话题,有许多旁支,想要更深入地了解木旋,我们会在后续文章和视频中带来全面系统的讲解!
经过我的介绍,如果你对⽊旋产⽣了兴趣,你将可以慢慢学会⼀⻔新的技艺,并⽤它装点⽣活,使⽣活的过程温馨⽽充满乐趣。 它可以带来⼀支有温度的木制钢笔,也可以是充满艺术感的木旋花瓶,为你的⽣活增⾊,同时获得奇妙的⼿⼯体验。
| 


 [复制链接]
[复制链接]





 发表于 2021-1-21 15:52:58
发表于 2021-1-21 15:52:58


 收藏
收藏 支持
支持 反对
反对 收录到花坛
收录到花坛 提升卡
提升卡 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶
 受教了
受教了")
")